Home » Welding » Appearance of the welded area after galvanizing
Appearance of the welded area after galvanizing
The appearance of the welded area after galvanizing reflects the appearance of the weld prior to galvanizing.
The higher the quality of the weld, the higher the quality of the galvanizing in that area.
Section 7 of AS/NZS 5131 provides details of various weld quality levels required for structural steel applications. These are related to the importance level of the structure, service category and fabrication category. In general, the quality of the weld required under AS/NZS 5131 will reflect the durability of the hot dip galvanized coating.
Weeping welds
Weeping welds appear as brown or red stains on the surface of welds, which have a lack of zinc coating caused by weld porosity. Weeping welds should not be confused with rust bleeding, where staining is a result of bleeding of used chemicals from under the overlapping sections.
Weeping welds occur when pre-treatment solutions penetrate porous welds, become trapped and evaporate in the molten zinc bath. The molten zinc itself is too viscous to penetrate the small holes, resulting in small uncoated areas in the weld.
When moisture penetrates the porosity over time, the pre-treatment solutions rehydrate and attack the steel, causing corrosion in the weld. The corrosion products can reach the surface of the weld staining the surface. Corrosion occurring in the weld may pose a safety risk, with the reduction in strength over time potentially causing failure of the part.
Weeping welds can be prevented by ensuring the weld meets the requirements of the relevant Part of the AS/NZS 1554 series and is compliant to AS/NZS 5131.
Rust bleeding
Rust bleeding occurs when acid salts weep from tightly overlapping surfaces. It cannot be completely avoided and should not be cause for rejection, as described in Clause 7, Note 8 of AS/NZS 4680.
The appearance of the article will usually require a cosmetic solution to be applied. The most common method involves cleaning the rust staining from the surface with a commercial oxalic acid followed by thorough rinsing with water or a proprietary descaling solution followed by a thorough rinsing with water. It is important to then seal or fill as much of the weeping area as possible with silicone which seals the gap, preventing rust products from leaking onto the galvanized surface, minimises air and moisture ingress, which reduces potential for ongoing crevice corrosion and provides less space for corrosion to take place.
If these steps are followed the durability of the article is unlikely to be reduced. It is not recommended to use mechanical working methods to remove the stain caused by rust bleeding as it may alter the surface finish in the cleaned area.
Figure 9: While not a welding defect, steels of different compositions that have been welded together in the same plane prior to galvanizing can result in a differing appearance after hot dip galvanizing
Figure 10: Another example of steels of widely different chemical composition causing an initial appearance issue for the customer. In most cases this affect is aesthetic and there is usually no detrimental effect to the durability of the article
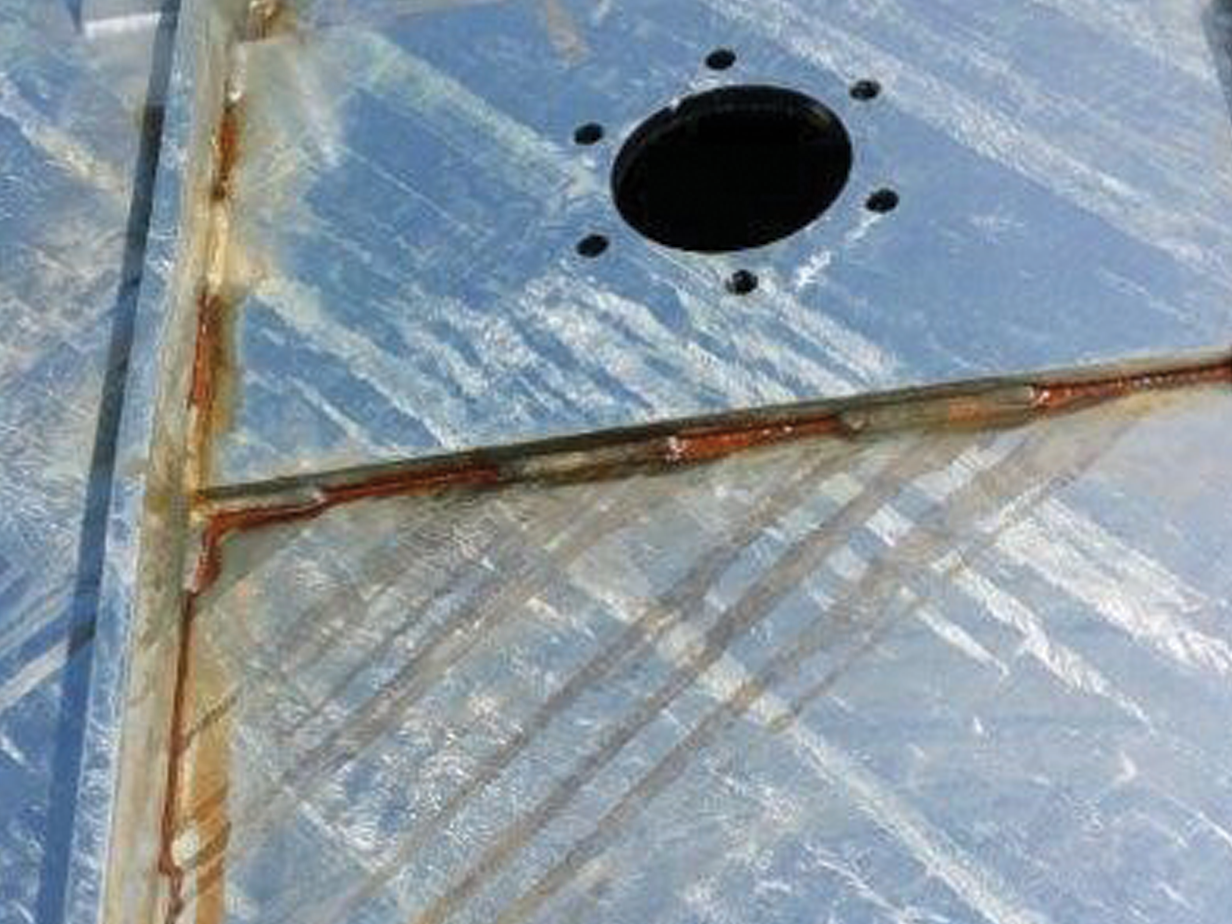
Figure 11: A weeping weld causing rust staining around the weld surface as the corrosion products reach the surface
Figure 12: Rust bleeding (staining) from overlapping sections with less than a 2.5 mm gap between stitch welds. This can be remedied after galvanizing through cleaning of the stains and application of a sealant such as silicone in the affected areas