Home » Bolting » Inspection of galvanized coating to AS/NZS 1214
Inspection of galvanized coating to AS/NZS 1214
The inspection of the galvanized coating may be carried out by the galvanizer, the purchaser or a third party.
The inspector’s duty is to observe, test and report against the contract specification and Standards. The level of inspection required must be clear and the inspector must be qualified to complete all tasks required.
To determine whether a hot dip galvanized coating meets specification and service requirements, there are two key aspects of each inspection: the coating thickness and a visual inspection for defects.
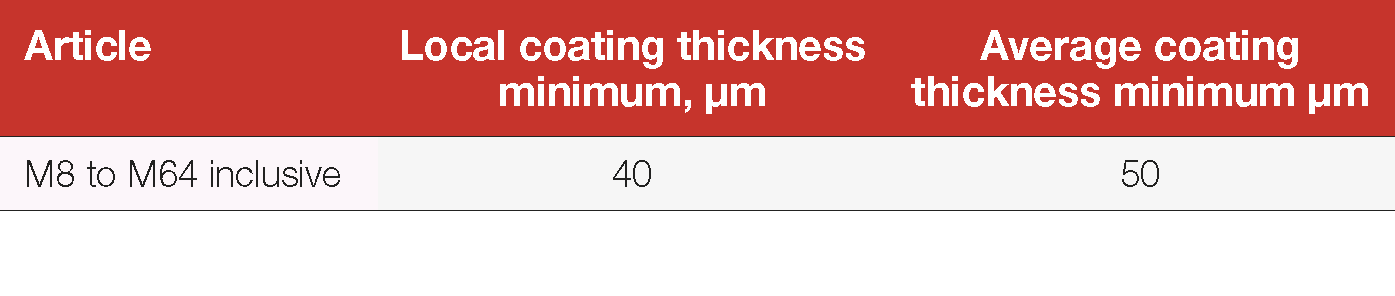
For the coating thickness requirements (Table 24), AS/NZS 1214 has relatively simple inspection methods. Measurements for the coating thickness are to be taken from every production lot, and the sample size used is as defined in the specific fastener Standard or in the customer specification.
A mean of 5 readings (minimum) taken on one fastener constitutes the local coating thickness, with the mean of all sample readings from the lot constituting the average coating thickness. If the fastener shape or size prevents 5 readings on a single fastener, then readings are to be taken on 5 separate sample items from the same lot and then averaged for one local coating thickness. ISO 1461 provides information on the selection of a suitable sample size. In the case of hot dip galvanized fasteners where many parts are made in a single lot, it is common that a statistical method of inspection of the coating thickness be employed. This is especially important with hot dip galvanized washers, where the large flat surfaces encourage sticking and an acceptable rejection rate will need to be determined prior to order acceptance.
Table 24: Coating thickness requirements for iso metric coarse thread fasteners
Locations for the measurement of the local coating thickness for bolts and nuts is a shown in Figure 26 and must not include the threaded portion.
Figure 26: Allowable measuring location for fasteners to AS/NZS 1214