

Hollow section end/base plate venting
Base plates and end plates welded to hollow sections require venting to allow pre-treatment fluids, zinc and air to escape during the galvanizing process. This will ensure that a high quality and uniform coating fully develops over the steel surface and eliminates the possibility of air pockets, zinc traps and bare spots.
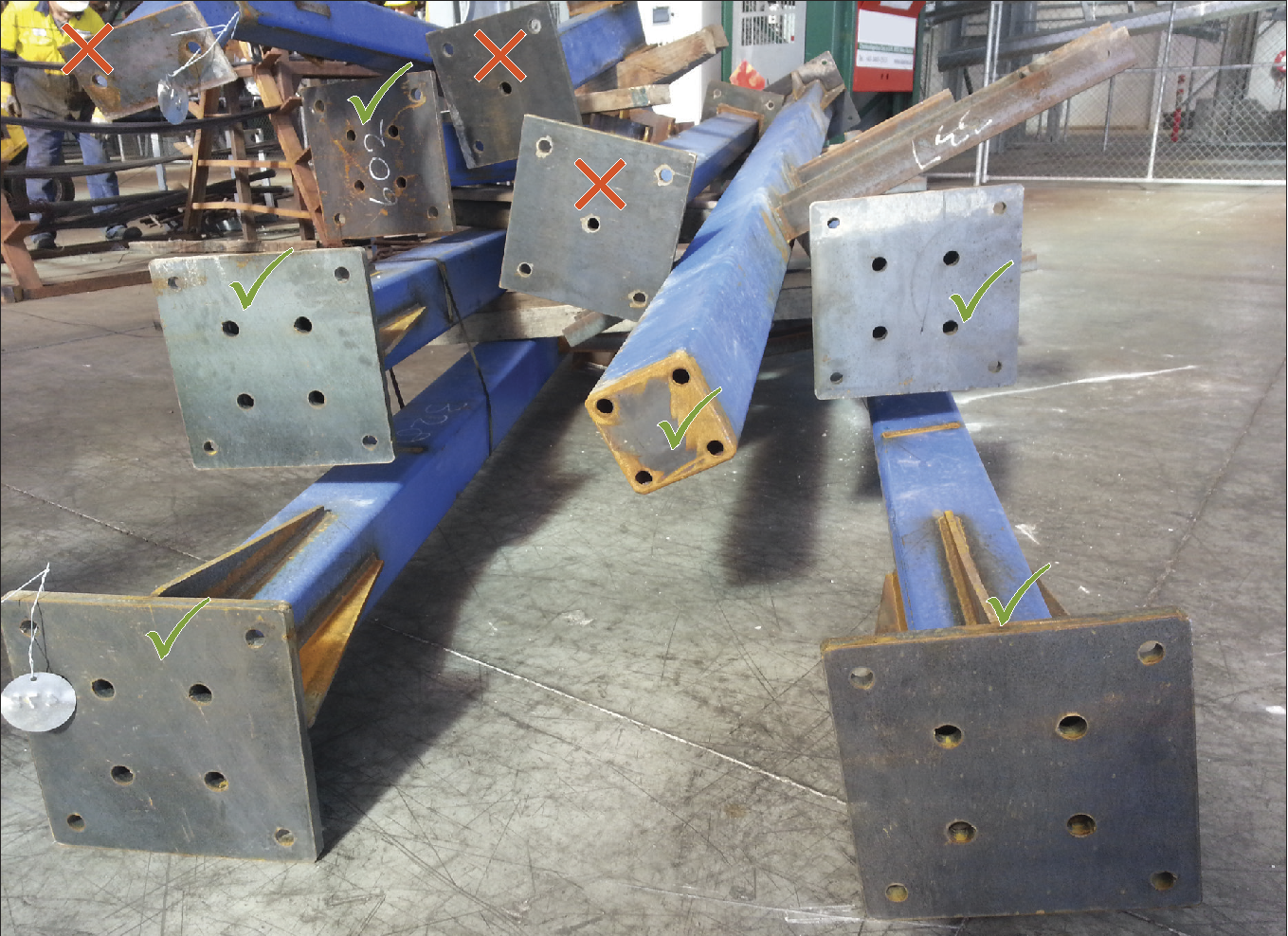
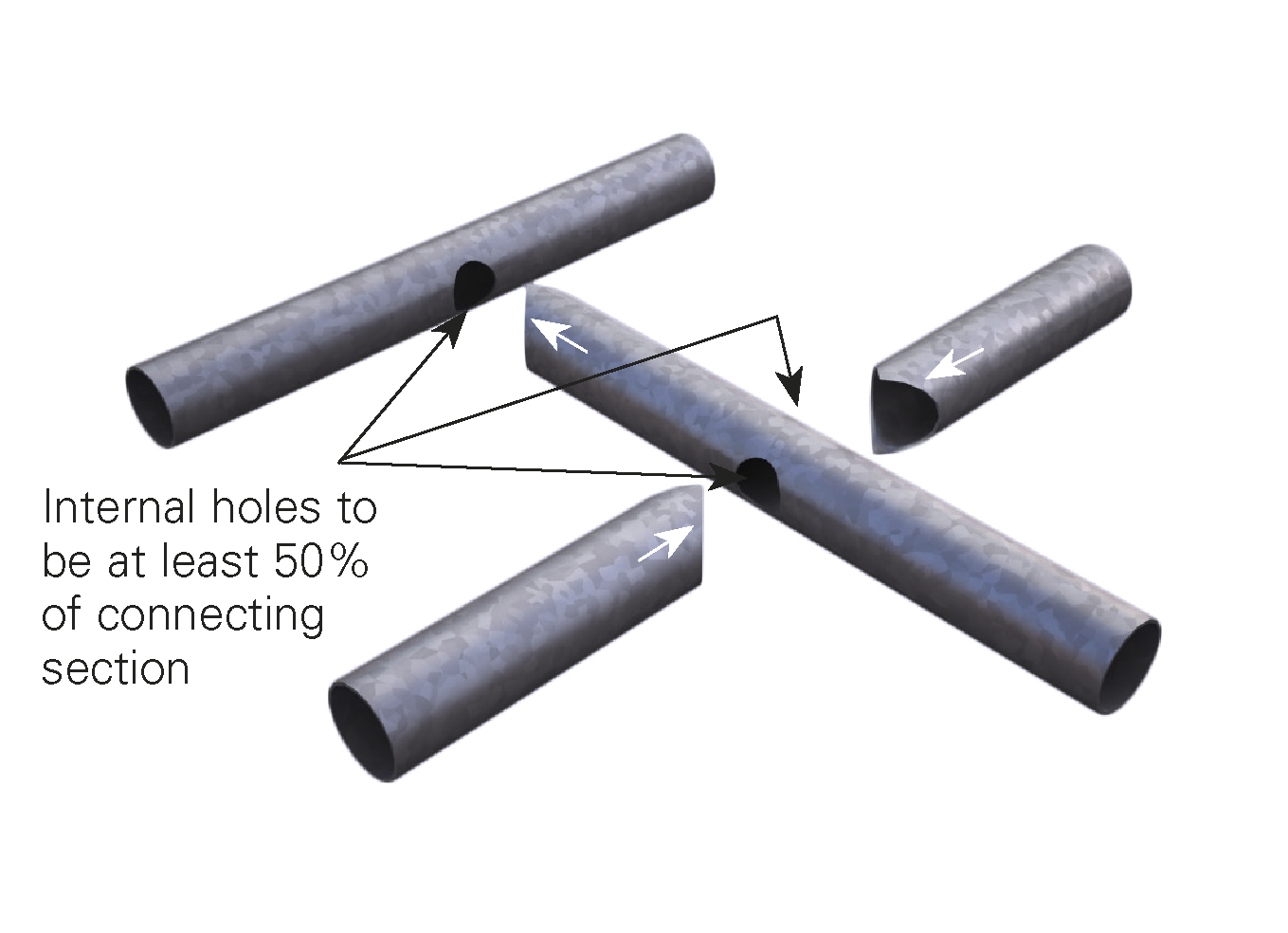
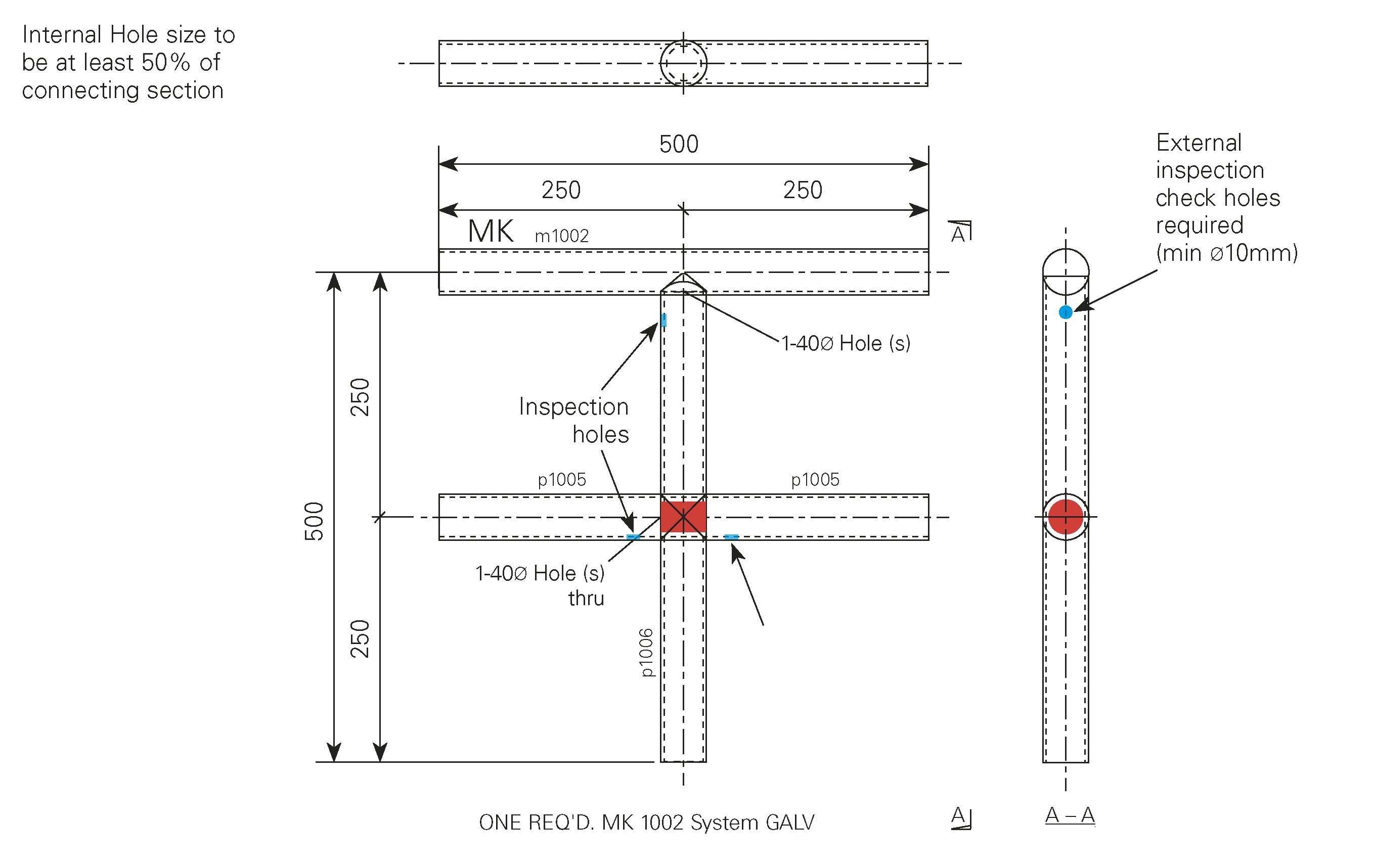
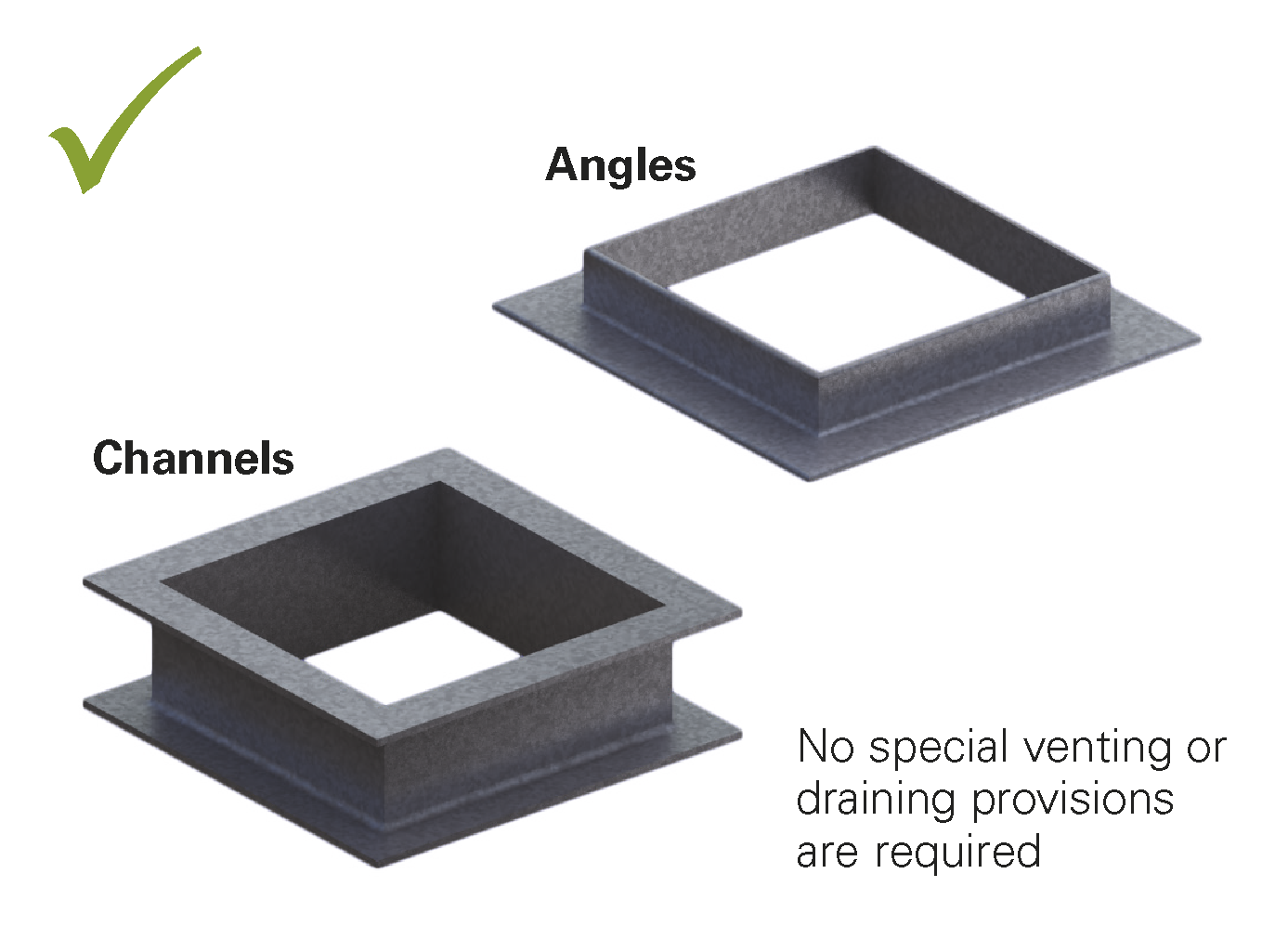
Hollow sections connected to a plate can be vented through the plate. It is preferential to have a completely vented area equal to the hollow section.
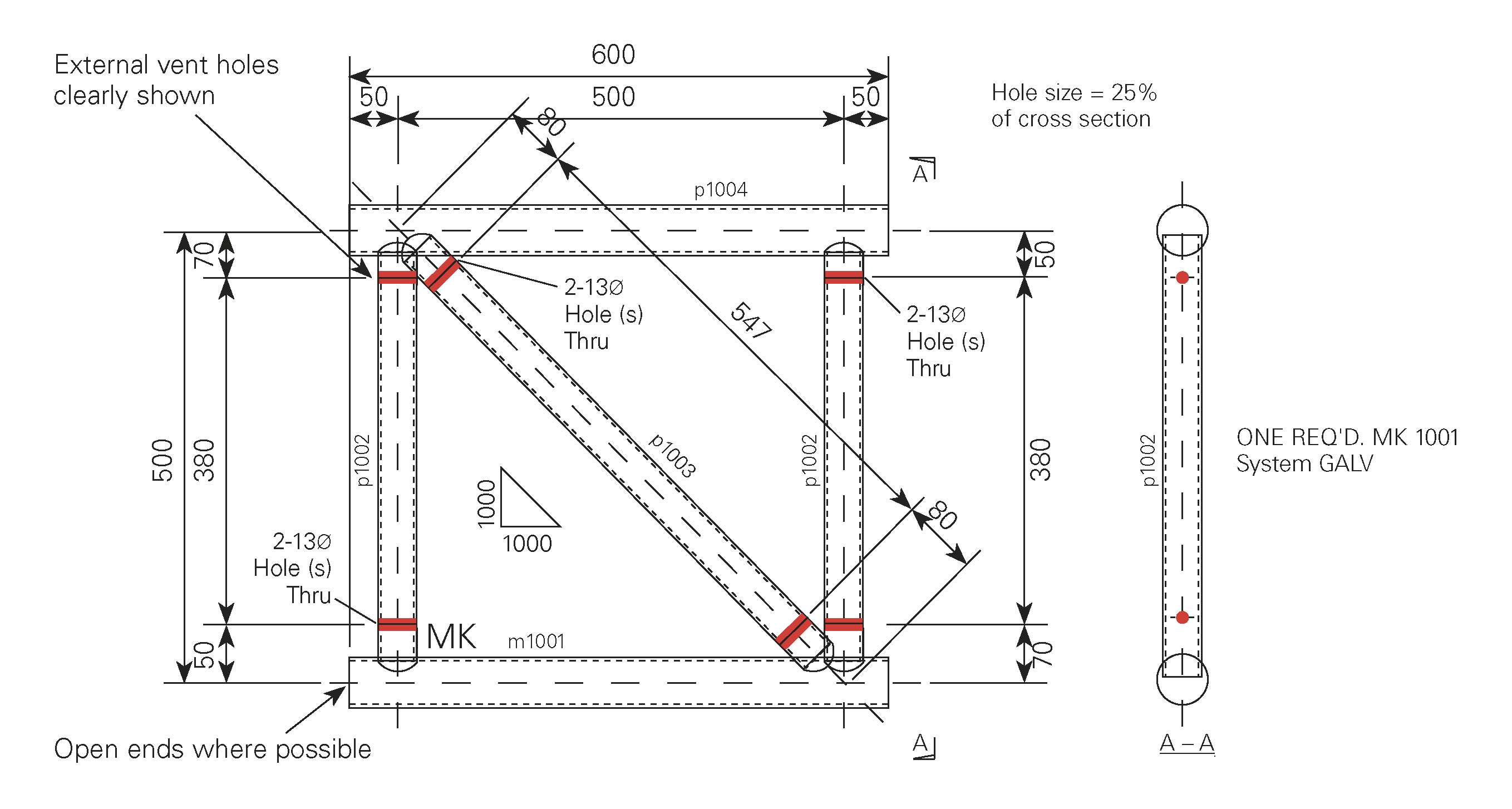
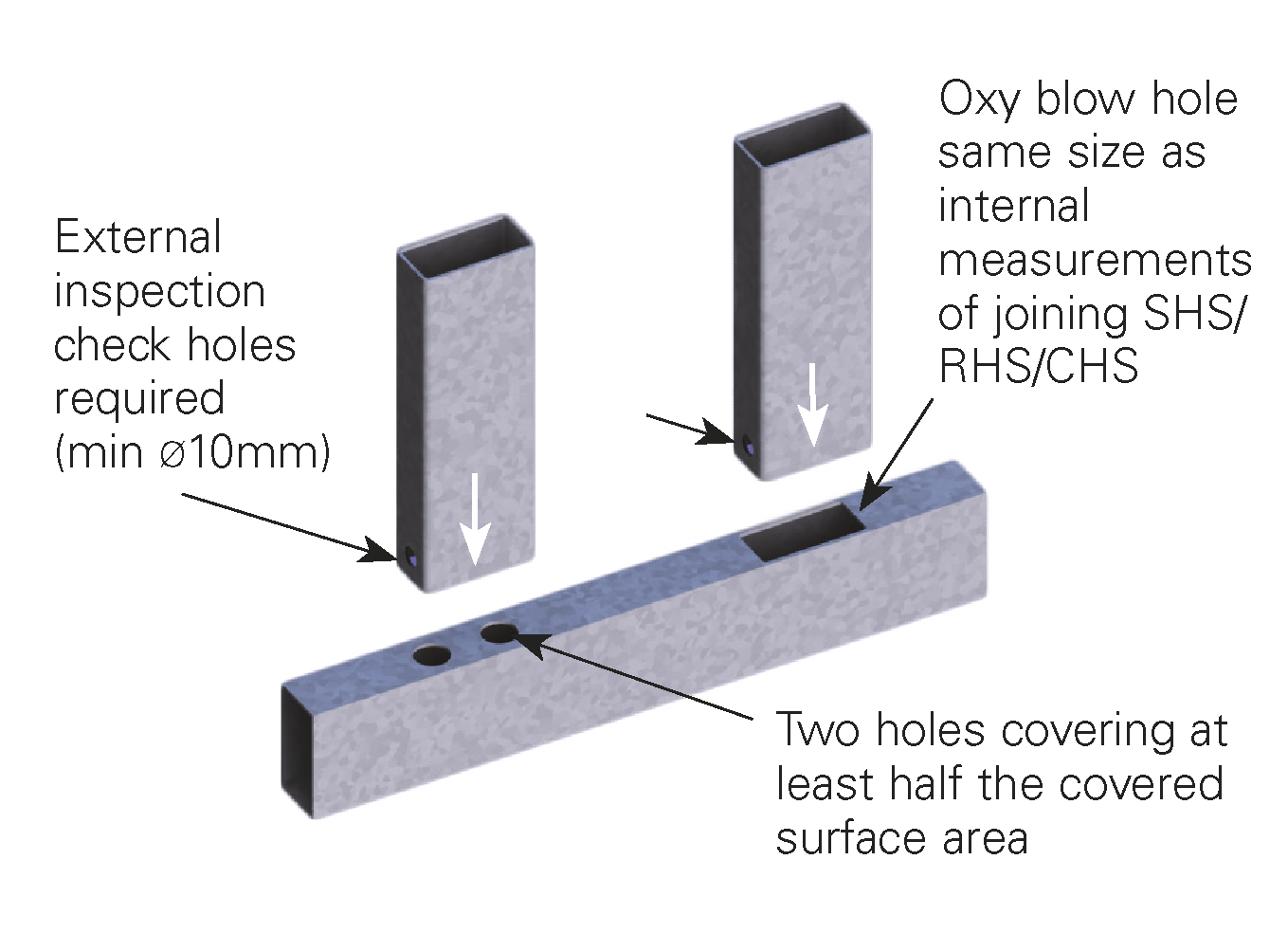
If it is not viable to remove the entire end of the hollow section for venting purposes, then smaller holes are acceptable. Provided they meet the requirements below. These holes should be located on the plate as close as possible to the corners of the hollow section.
A total of four holes, one in each corner is preferred. However a lesser number is acceptable provided the total area of these holes is equivalent to the minimum drainage requirements.
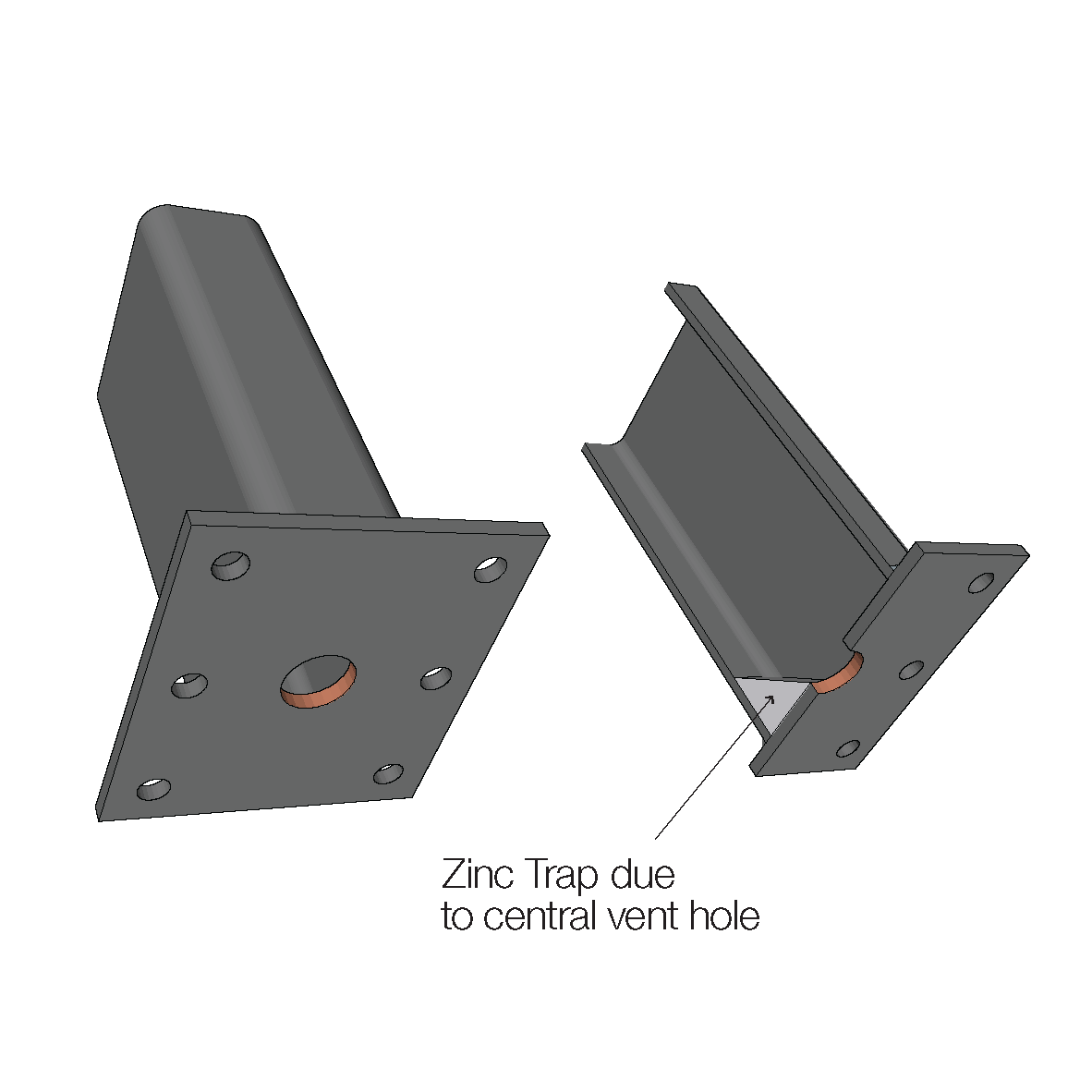
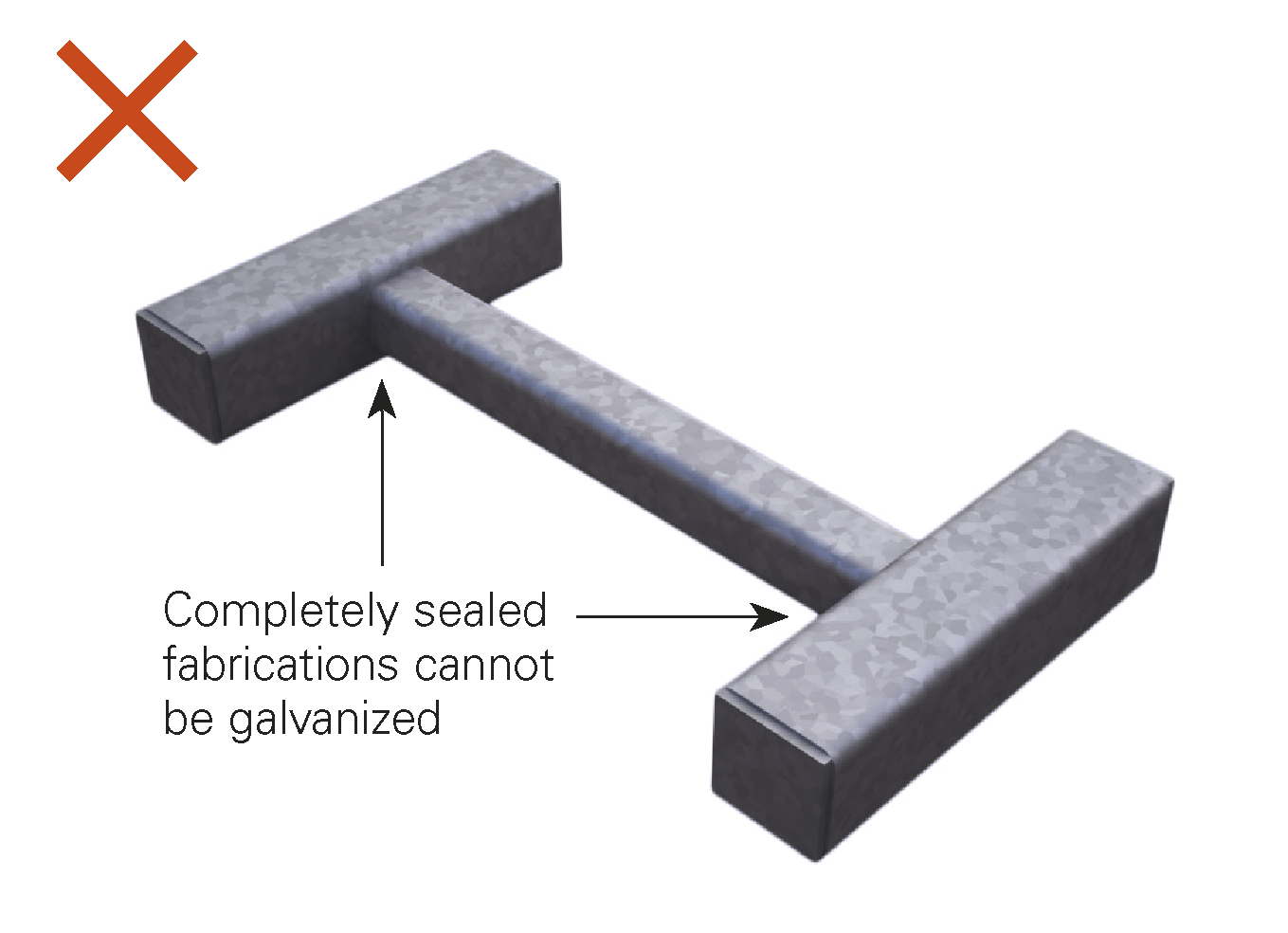
One central hole in the end plate is not acceptable as it does not allow for fluid drainage and can cause internal bare spots or zinc traps
![]()


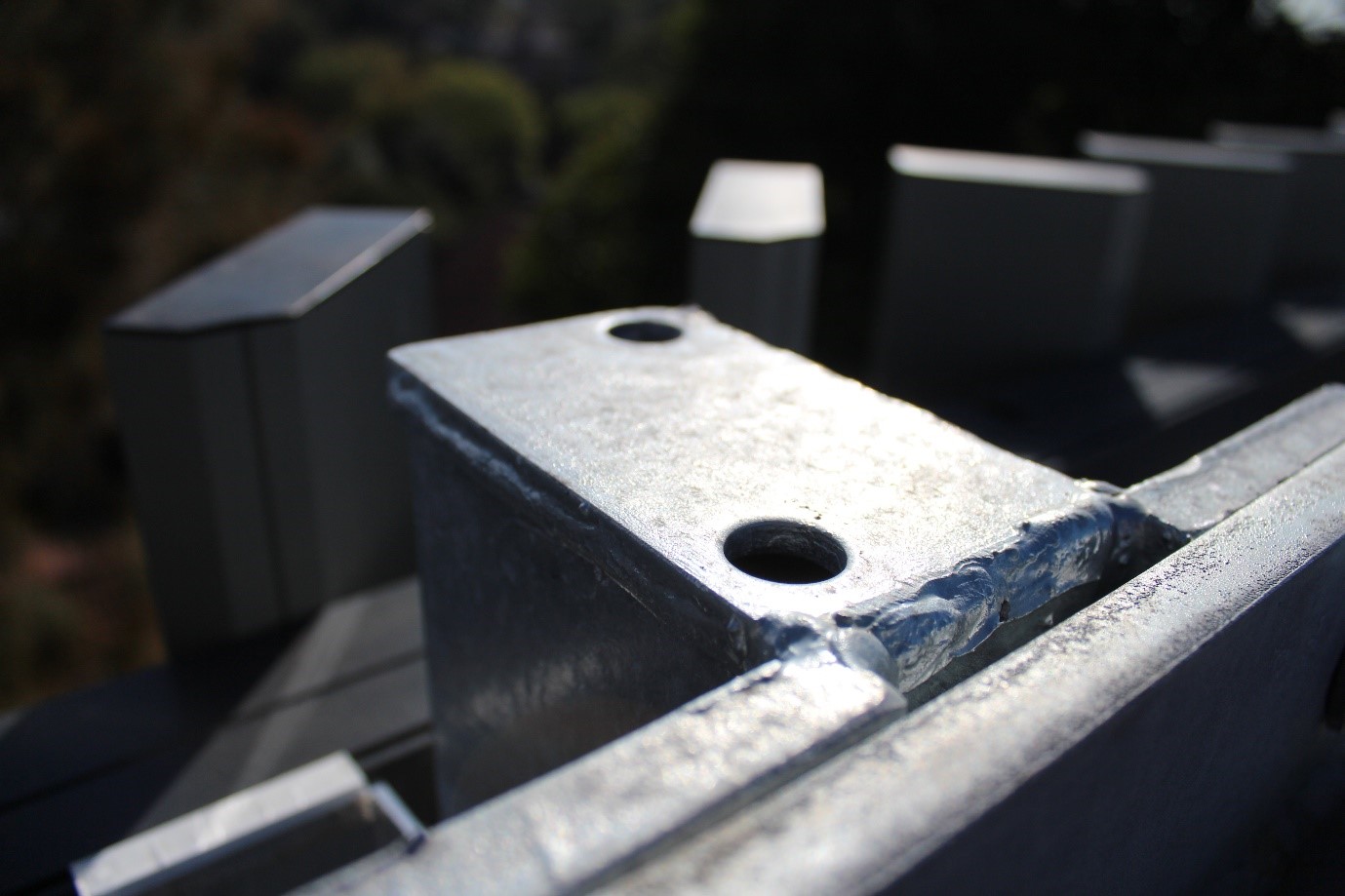











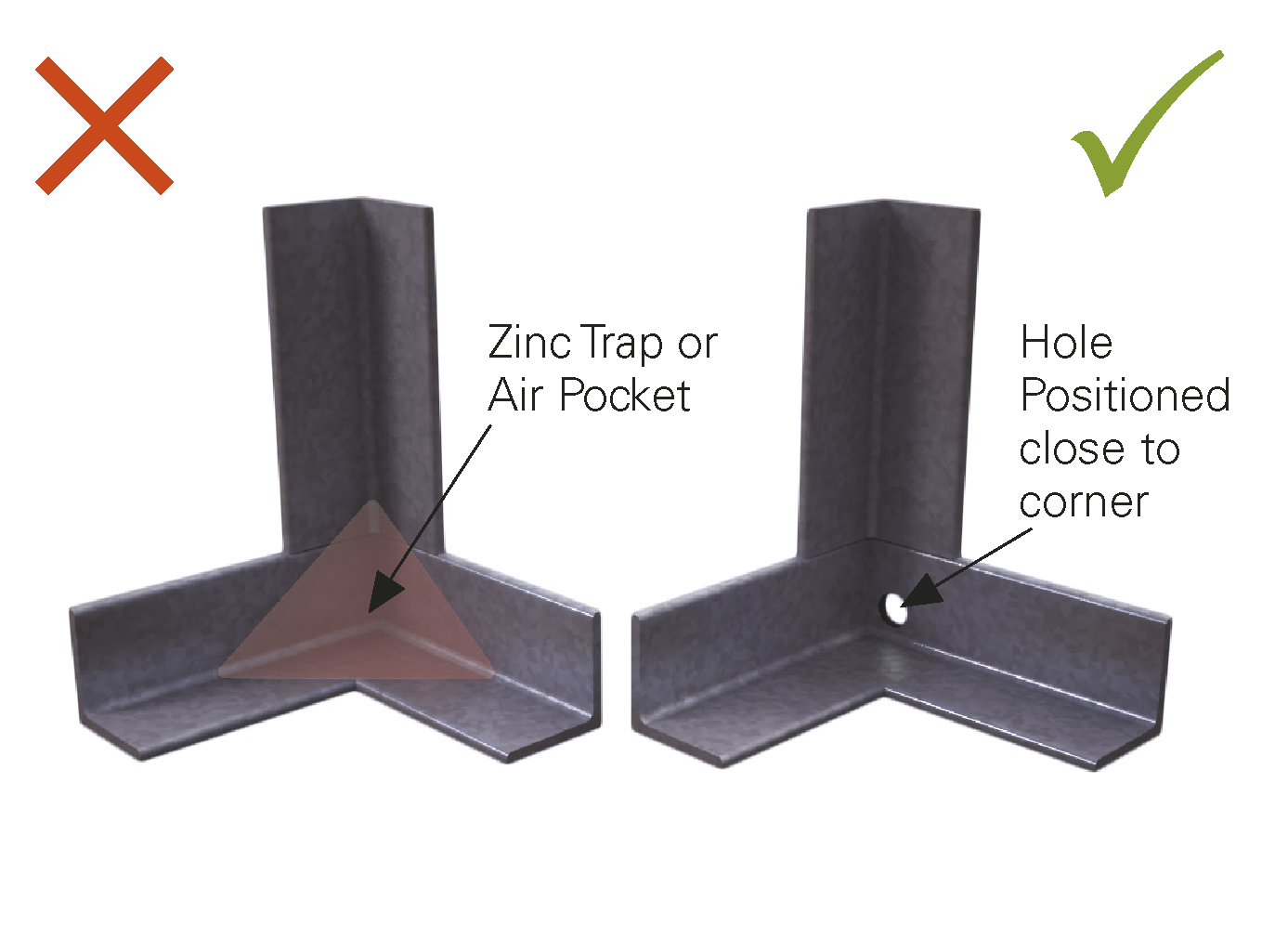
Base plates and end plates welded to hot rolled sections also require venting. Corners between section and plate can accumulate zinc, create an air trap or trap pre-treatment fluids. This can result in a lower quality surface finish or bare spots.
To avoid such issues, holes in the corners between the end plate and hot rolled section should be included in the fabrication. A hole in each corner is required to be at least 10 mm in diameter or larger, depending on the size of the section (Figures 14). Consult with your galvanizer for sizing requirements.
![]()

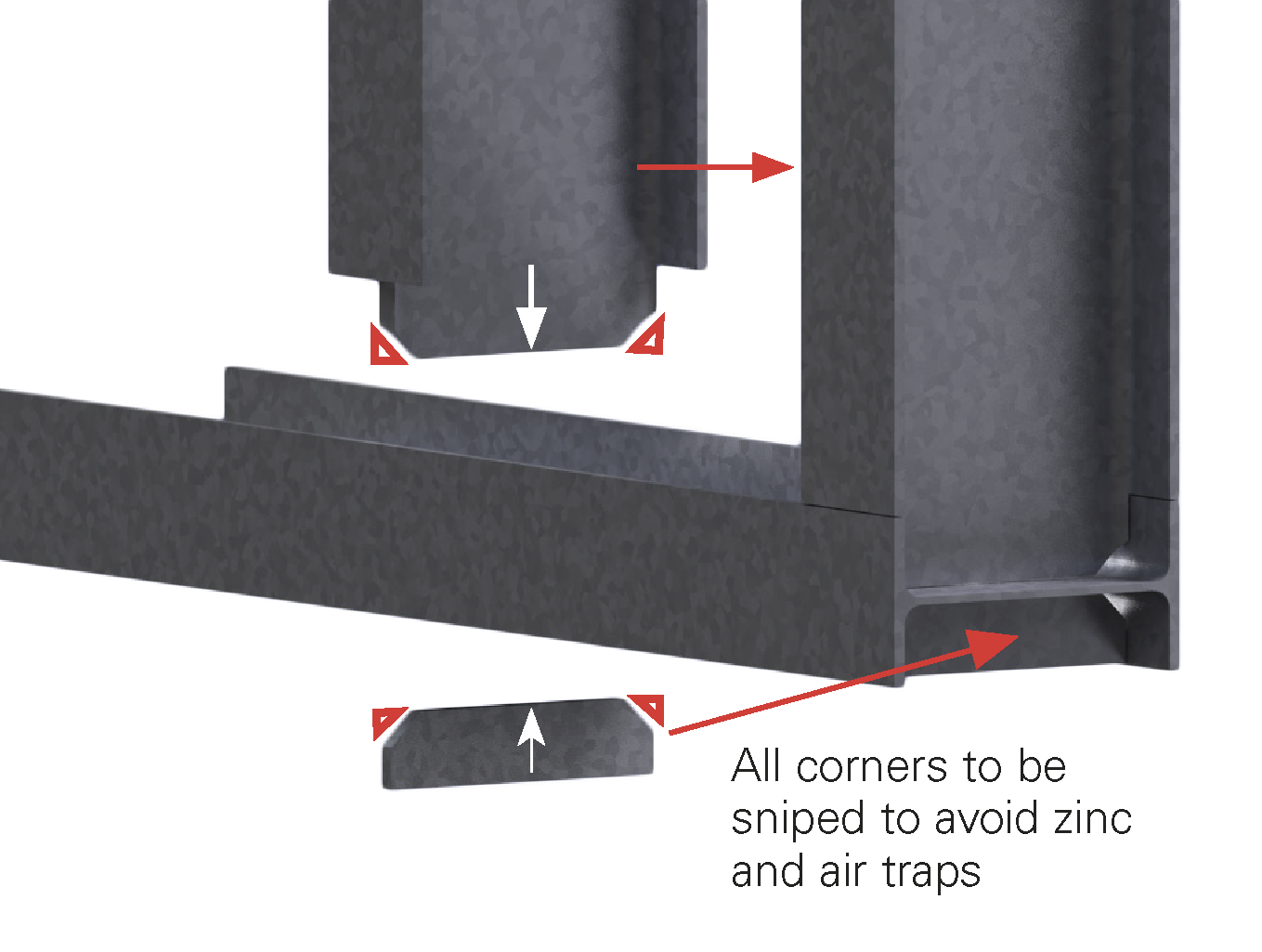
If design requirements do not allow for end plate venting, then venting in the form of notches in the hot rolled section web may prove adequate. These notches must be fabricated as close as possible to the corners between the end plate and flange. This will eliminate possible zinc traps and air pockets. Notches should be in the form of semi circles of at least 20 mm in diameter or in the form of snipes of at least 25 mm x 25 mm in size.
![]()


Stiffeners, cleats, flanges and gussets must all be designed into the fabrication such that
they do not inhibit the flow of pre-treatment fluids and zinc. Cleats and flanges should be welded with adequate gaps in the hot rolled section channel to avoid zinc traps and air pockets (Figure 19). Venting in the form of snipes on the corners of stiffeners and gussets will allow the free flow of zinc and air resulting in a high quality and uniform surface coating finish (Figures 20 & 21).
Snipes must be at least 25 x 25 mm in size and larger snipes may be required for larger sections. A table of required snipe sizes can be found for different sections in the “More information” segment of this design note.
![]()




