Table 9: Design capacity factors for bolted connections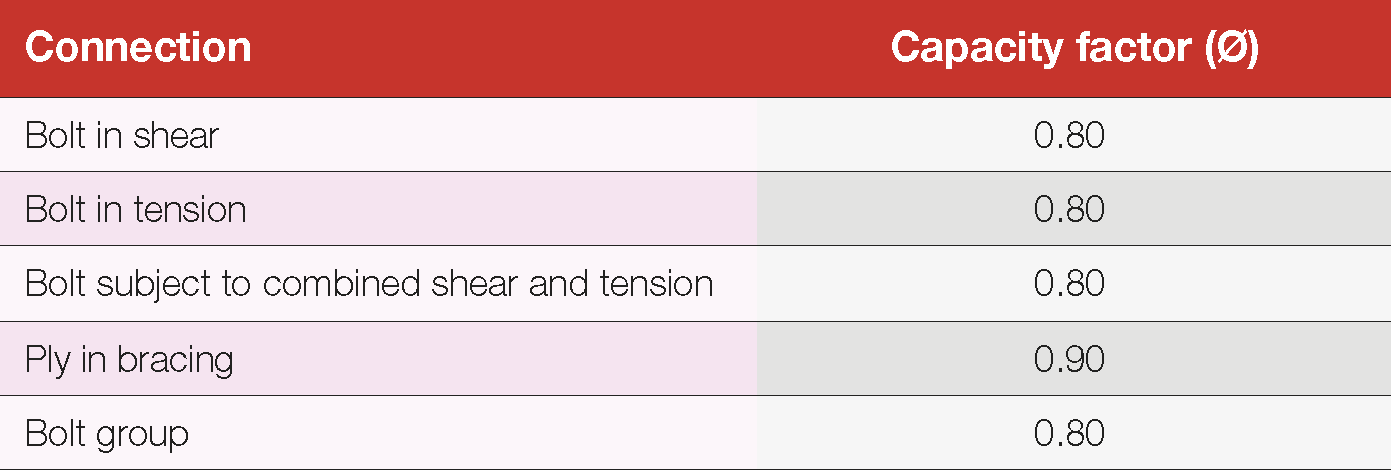
Table 10: Reduction factor for a bolted lap connection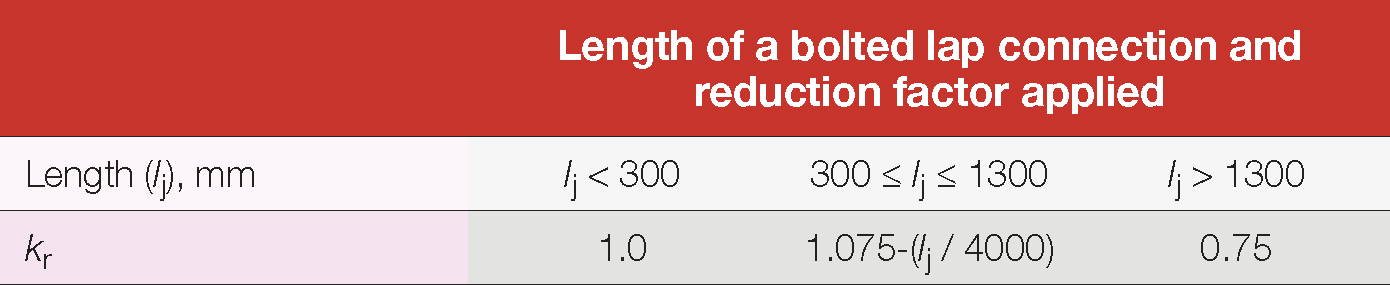
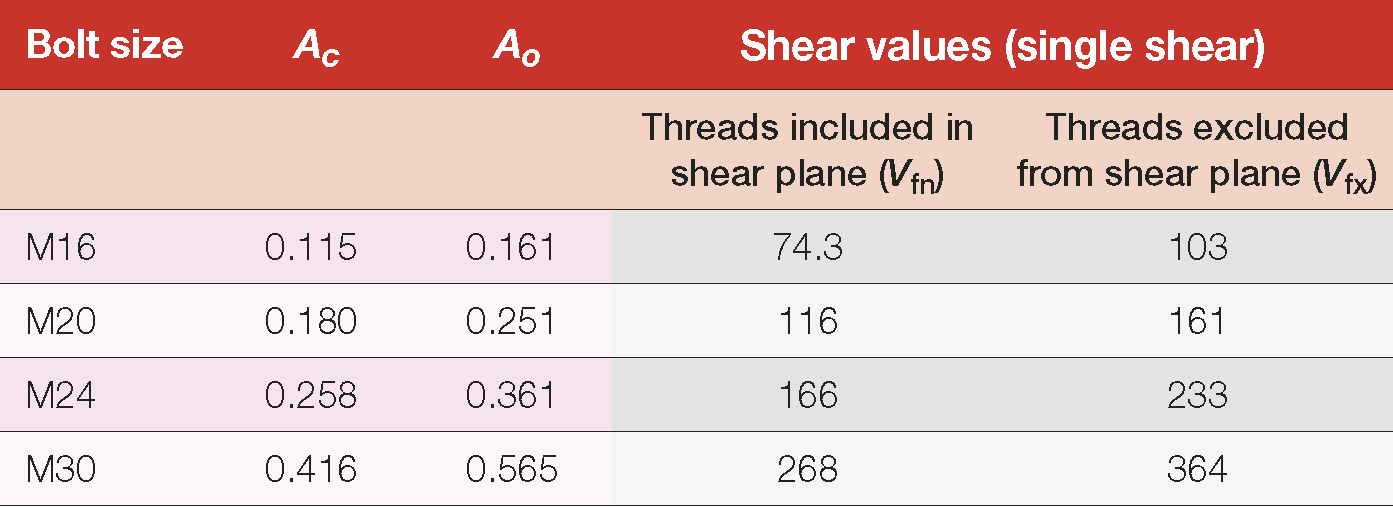
Table 11: Nominal shear capacities of commercial bolts – 4.6/S bolting category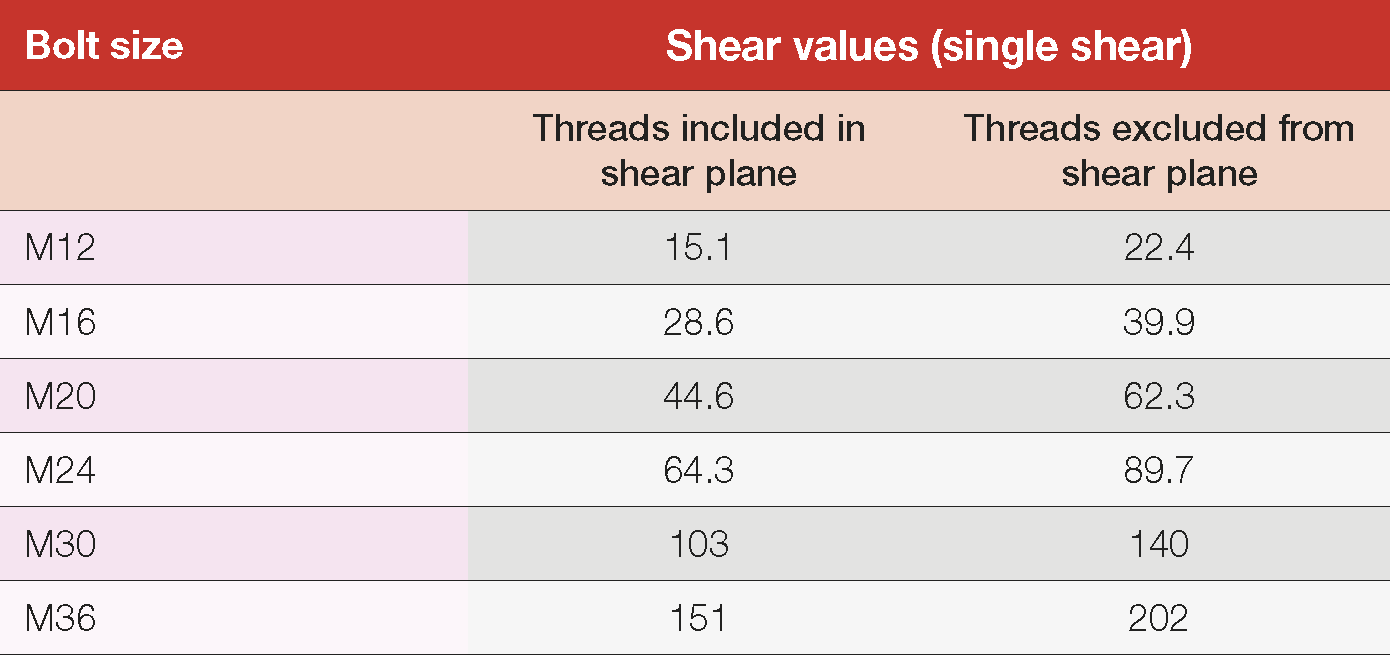
Table 12: Nominal shear capacities of high strength bolts – 8.8/S, 8.8/TB, 8.8/TF bolting categories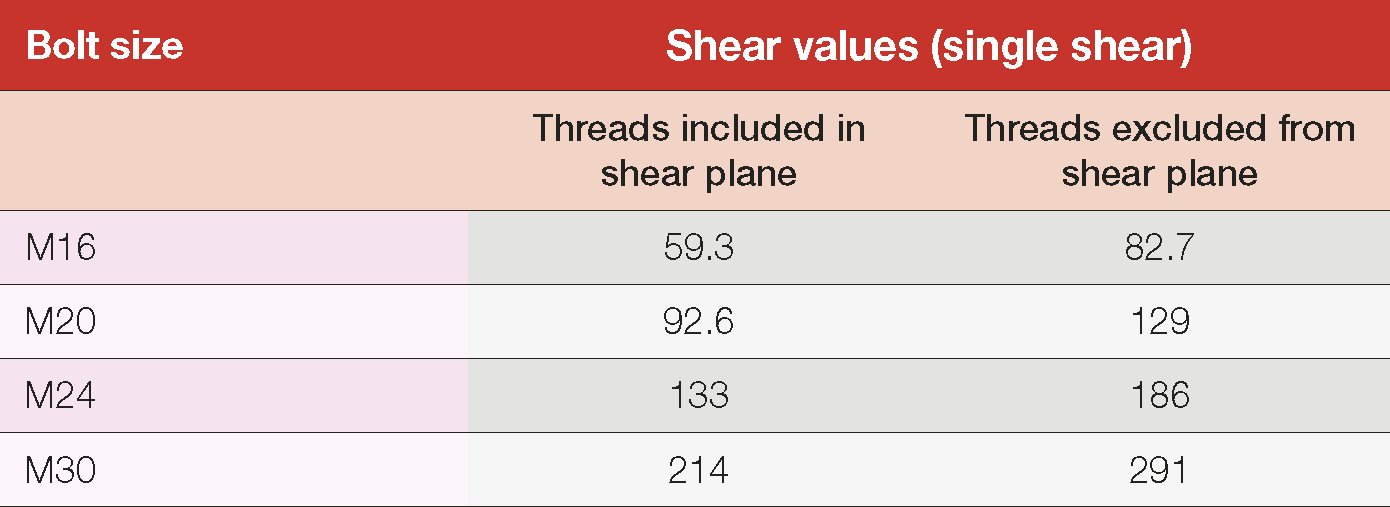
Joints subject to tension only
Tension type joints subject to only tensile force must be proportioned so that the tensile force (Nt*f) on any bolt does not exceed the nominal tension capacity of a bolt (Nf) multiplied by the capacity factor (Table 9).Nt*f ≤ øNtf
Where:Ntf = Asfuf
As = the tensile stress area of a bolt as specified in AS 1275
Table 14: Nominal and design tension capacity on any bolt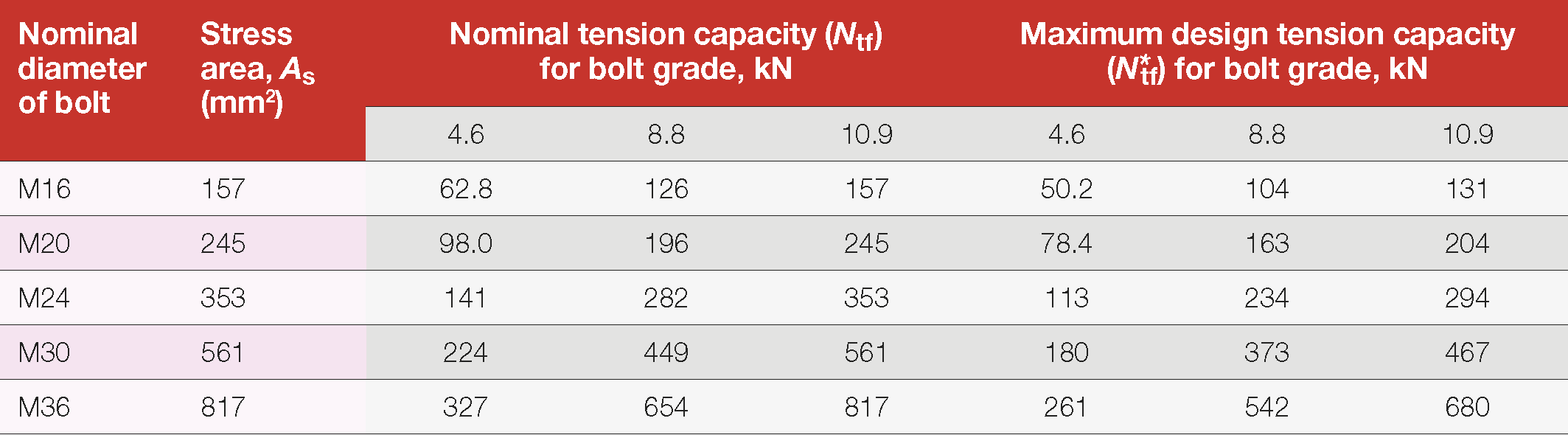
Joints subject to shear and tension
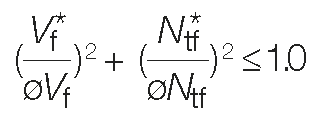
Bearing type joints subject to shear and tensile forces are to be proportioned so that the tensile force on any bolt does not exceed that permitted by the Parabolic Interaction Equation of AS 4100 (Clause 9.3.2.3).
Friction type joint design
Joints subject to shear force only
For friction-type connections (bolting categories 8.8/TF or 10.9/TF) in which slip in the serviceability limit state is required to be limited, a bolt subjected only to a design shear force (V*sf) in the plane of the interfaces must be equal to or lower than the nominal shear capacity of a bolt (Vsf) multiplied by the capacity factor Ø = 0.7.
V*sf ≤ ØVsf
Where
Vsf = μneiNtikh
μ = slip factor*
nei = number of effective interfaces.
Nti = minimum bolt tension at installation (provided in Table 15.2.2.2 of AS 4100).
kh = factor for different hole types, as specified in Clause 14.3.2 of AS 4100.
= 1.0 for standard holes.
= 0.85 for short slotted and oversize holes.
= 0.70 for long slotted holes.
*Slip factor is the coefficient of friction on the mating surfaces and can be defined as the ratio of the shear force between two plies required to produce slip to the force clamping the plies together. See Slip factors affecting mating surfaces for important aspects relating to slip factors on hot dip galvanized surfaces.
Maximum design shear capacities are shown in Table 15 for strength grade 8.8 bolts and Table 16 for strength grade 10.9 bolts.
Table 15: Design capacities of strength grade 8.8 bolts – Serviceability
limit state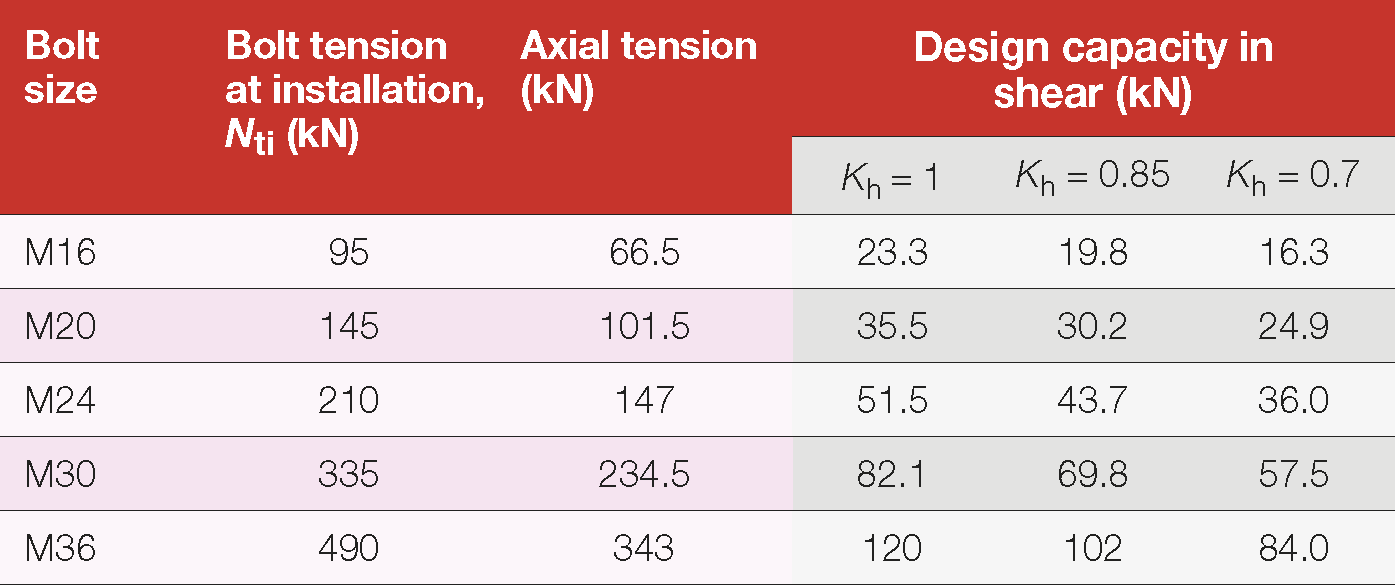
Table 16: Design capacities of strength grade 10.9 bolts – Serviceability
limit state
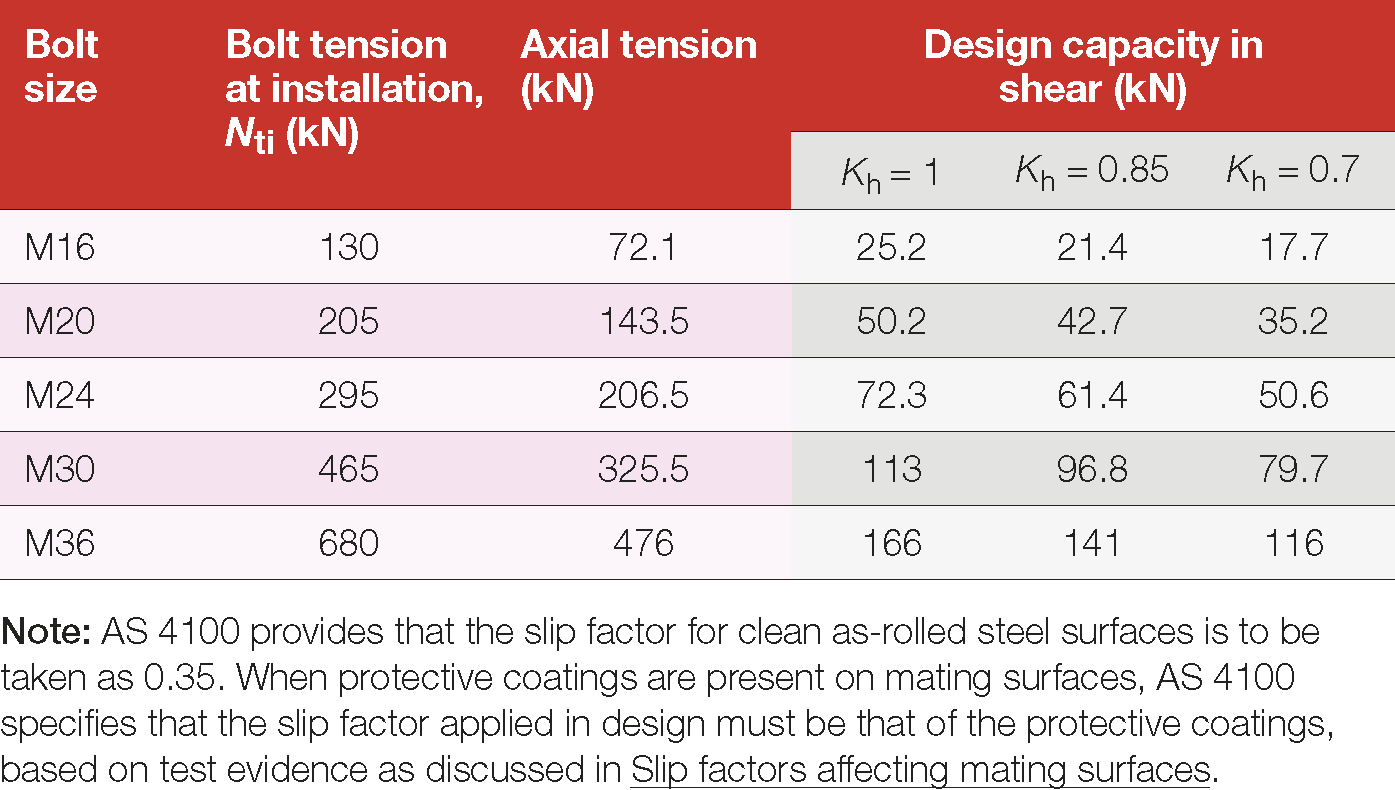
Table 17: Design values in shear of M20 bolts in various strength grades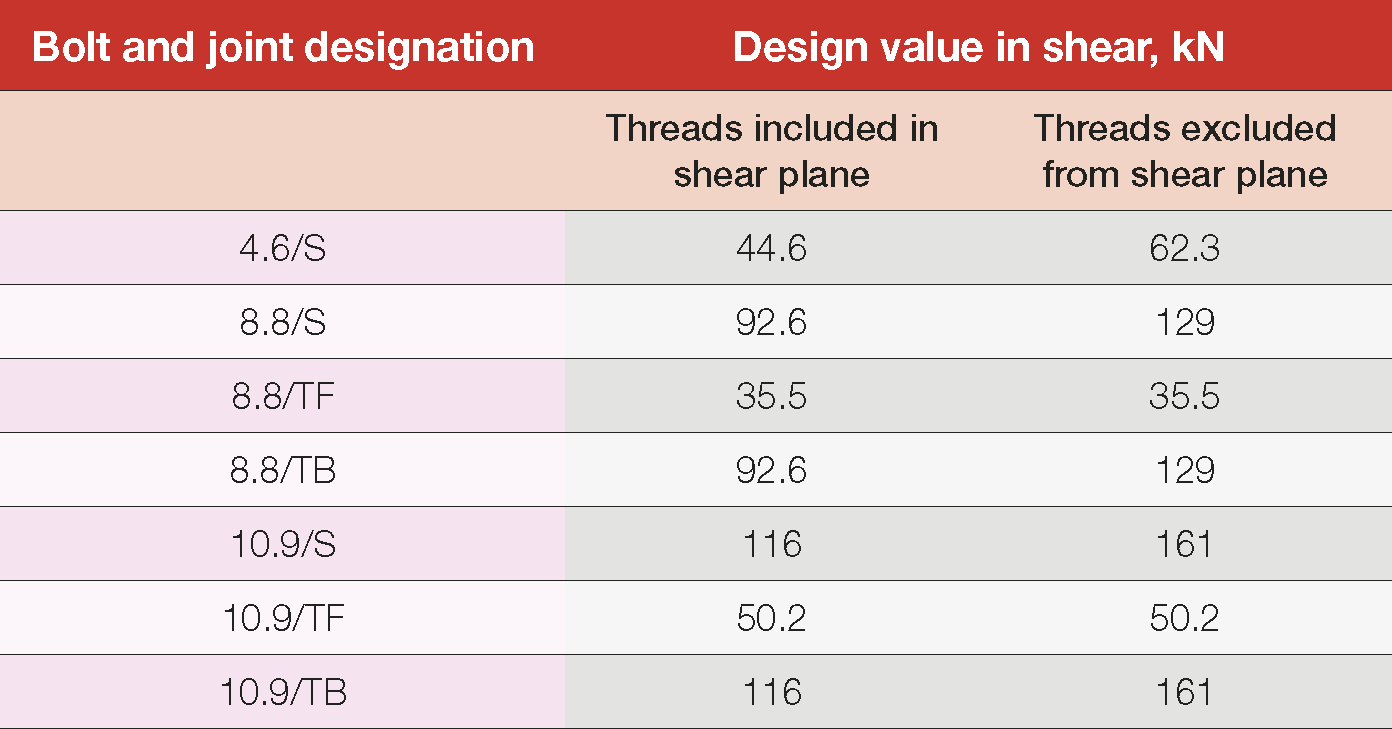
Joints subject to external tension in addition to shear
Bolts in a connection for which slip in the serviceability limit state is to be limited, which are subject to a design tension force (Nt*f ), must satisfy: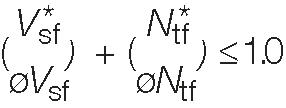 Where:
Where:
V*sf = design shear force on the bolt in the plane of the interfaces.
Nt*f = design tensile force on the bolt.
ø = capacity factor (See Clause 3.5.5 of AS 4100).
Vsf = nominal shear capacity of the bolt as specified in Clause 9.3.3.1 of AS 4100.
Ntf = nominal tensile capacity of the bolt.
In this case, the nominal tensile capacity of the bolt (Ntf) is taken as:Ntf = Nti
Where:Nti is the minimum bolt tension at installation as shown in Table 15 and Table 16.
The strength limit state must also be separately assessed in accordance with Clause 9.3.2.3 of AS 4100.




