Table 1 Corrosion rates of steel & zinc from ISO 9223 (identical to AS 4312 and AS/NZS 2312.2)
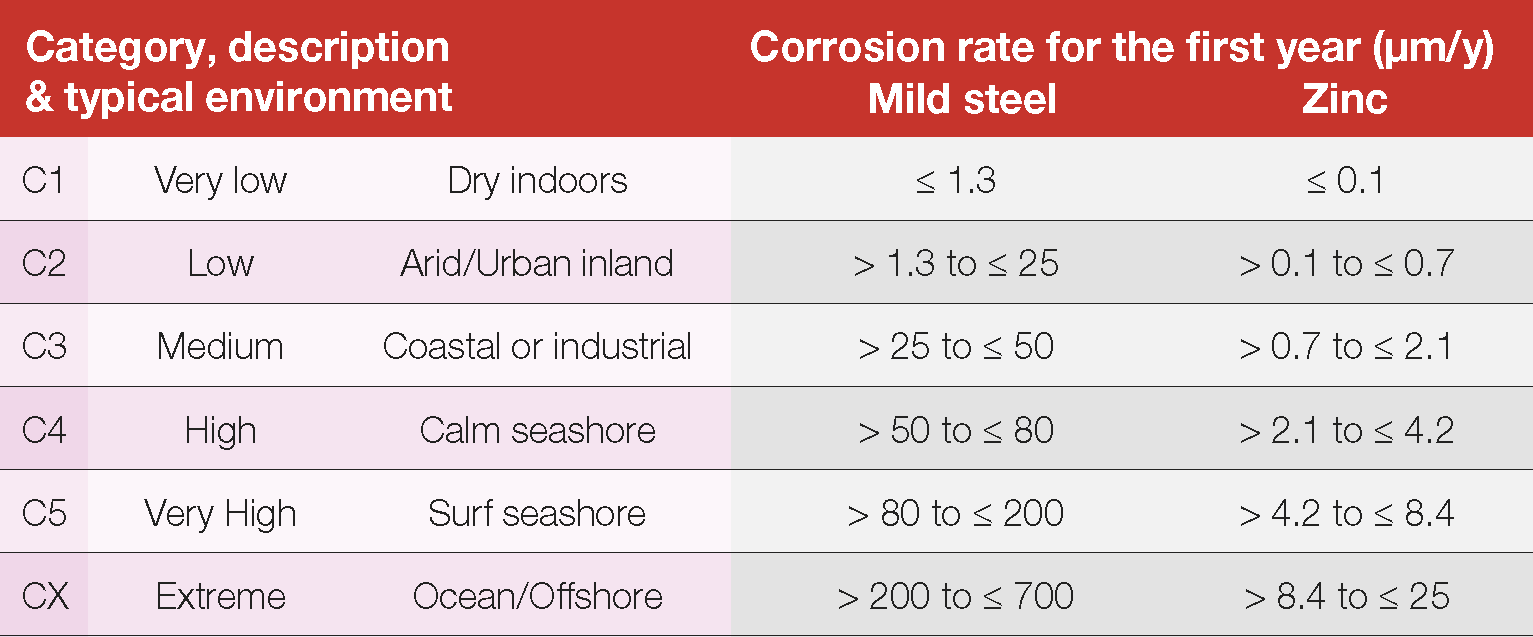
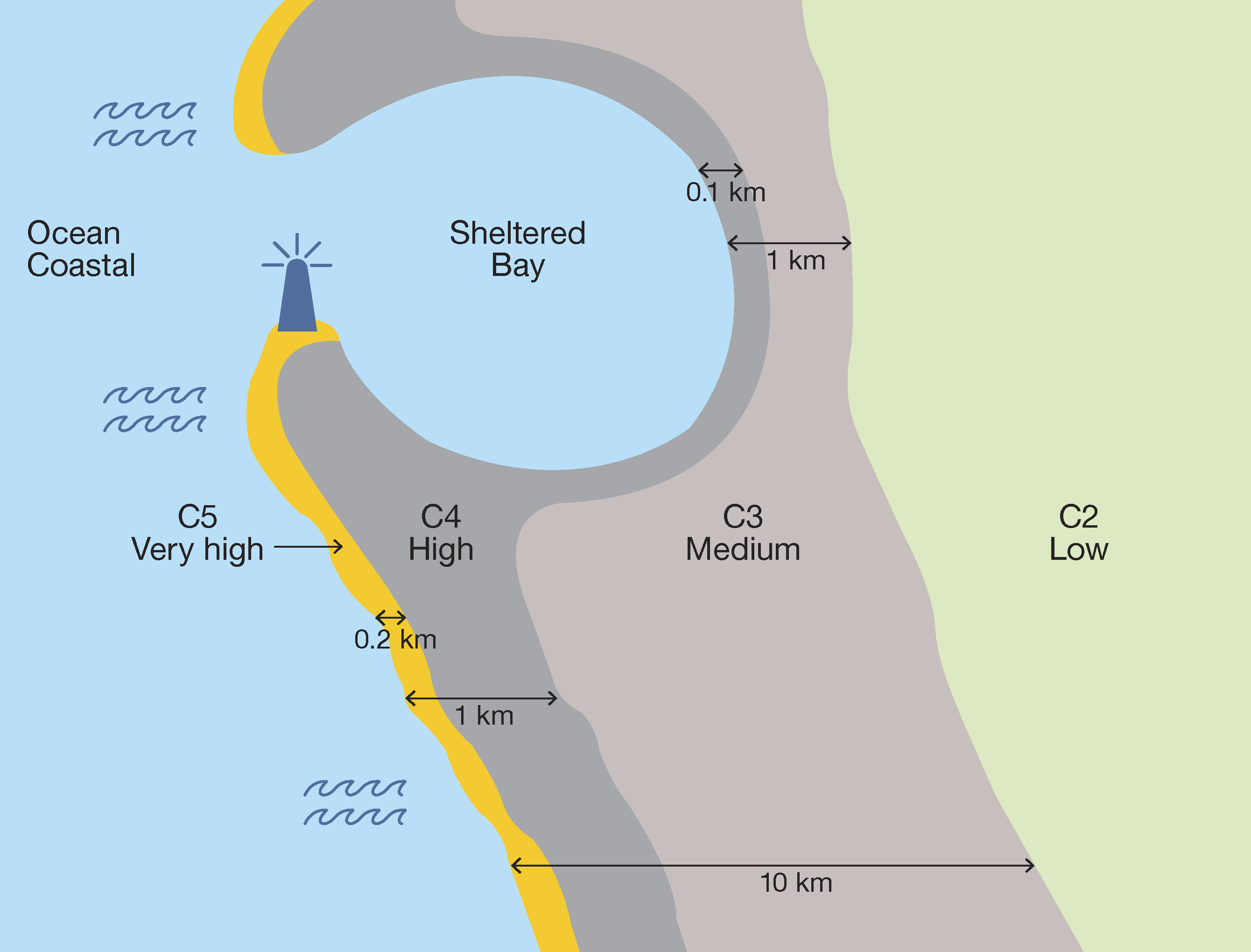
Table 2 Corrosivity in Australia as described in AS 4312

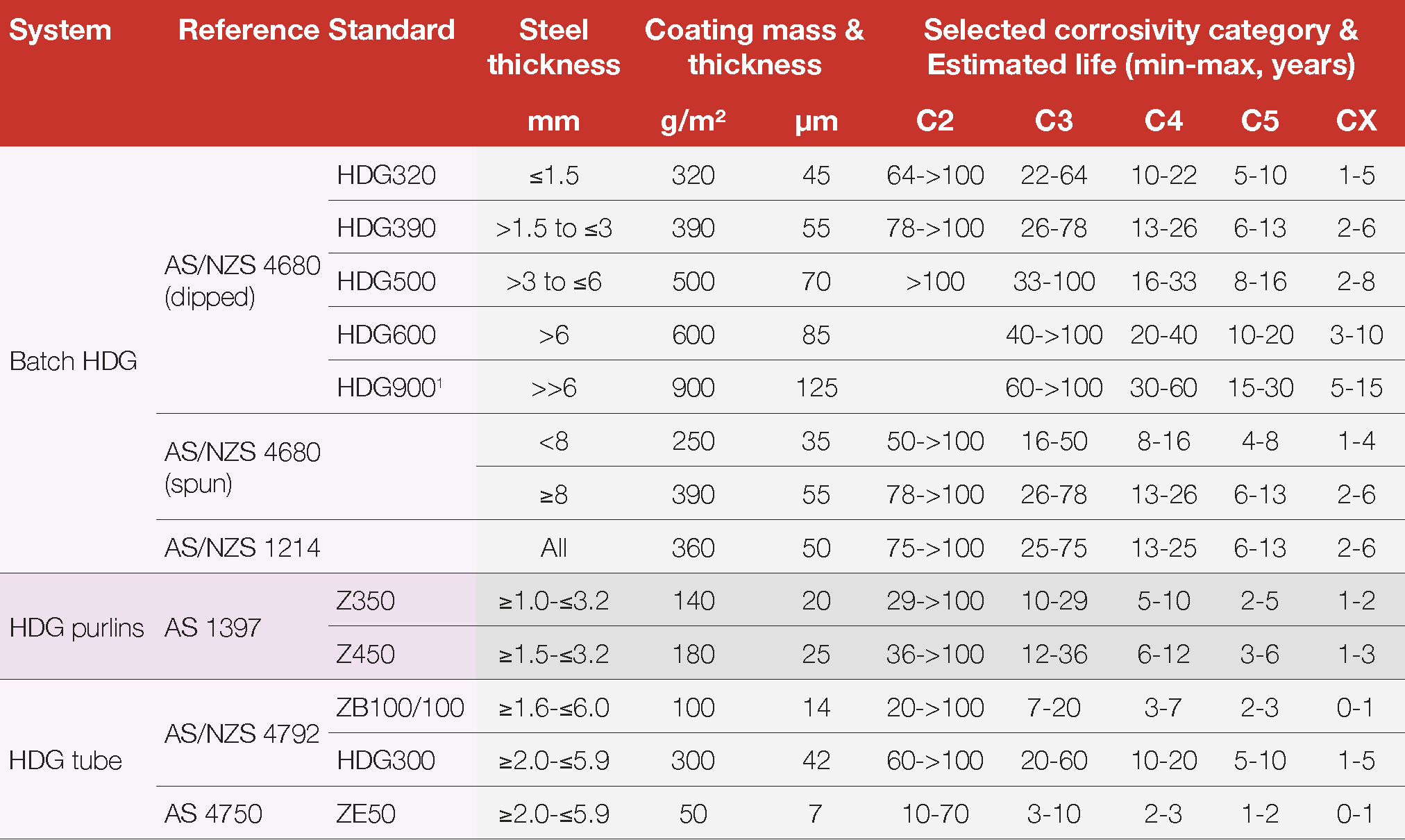
There are many different hot dip galvanized coatings available in Australia and New Zealand. Some commonly available products and their relative performance in various environments are shown in Table 3. It is important to recognise that the durability of all galvanized and other zinc coatings is generally directly proportional to the coating thickness, which is defined in each manufacturing Standard.
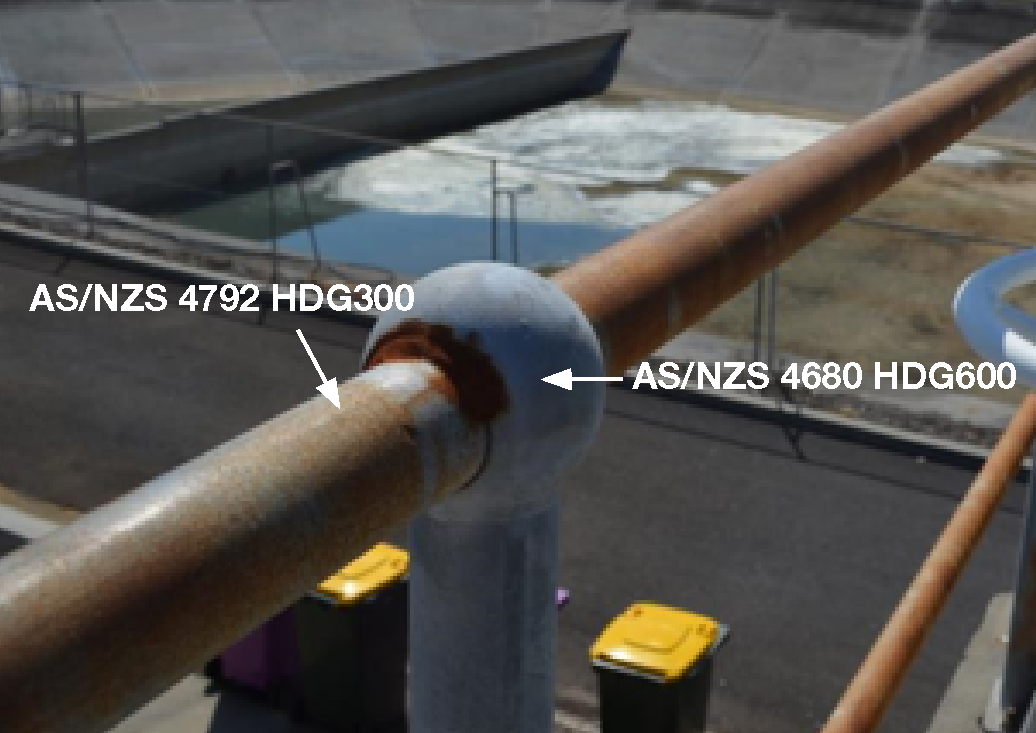
After-fabrication hot dip galvanizing manufactured to AS/NZS 4680 produces the maximum thickness possible relative to steel thickness, which means it will always provide a longer life to first maintenance than any other hot dip galvanized coating. This contrasts with continuously or specialised coated products, which are produced by different processes. For continuous coated products, the zinc thickness is accurately controlled, regardless of steel thickness, so that it remains smooth and ductile to allow for later cold forming and for varying manufacturing and end usage and therefore the corrosion protection is necessarily less because of the lower zinc thickness.
The GAA has produced an on-line estimator for the protective life of galvanized coatings based on AS/NZS 2312.2 and common hot dip galvanizing standards. It can be freely accessed here: https://gaa.com.au/durability-of-galvanizing-estimator/.
Table 3 Estimated life to first maintenance for commonly available hot dip galvanized products
Notes:
- Hot dip galvanized coatings thicker than 85µm are not specified in AS/NZS 4680 but the general provisions of that Standard apply and, together with specific thickness figures, may form a specification capable of third-party verification. It is essential to know the composition of the steel to be used and the galvanizer should be consulted before specifying, as these thicker coatings may not be available for all types of steel. Where the steel is suitable, thick coatings may be specified.
- AS 1397 C350 and C450 are typically supplied as purlins (See for example, Lysaght, Stramit, Fielders, etc.). The base steel thicknesses quoted here is the usual range used for these products. Other coating thicknesses may be available, but the coating thickness supplied is independent of the base steel thickness.
- AS/NZS 4792 ZB100/100 is the usual specification of the coating supplied by Australian Tube Mills for their DuraGalPLUS® range of tubular products. Thicker coatings (ZB 135/135) may be available for a limited range of specific tubular building products.
- AS/NZS 4792 HDG300 is the typical Australian Tube Mills and Orrcon specification for specialised HDG coatings applied to circular hollow sections.
- AS 4750 ZE50 is the usual specification of the coating supplied by Orrcon for their ALLGAL® range of tubular products.
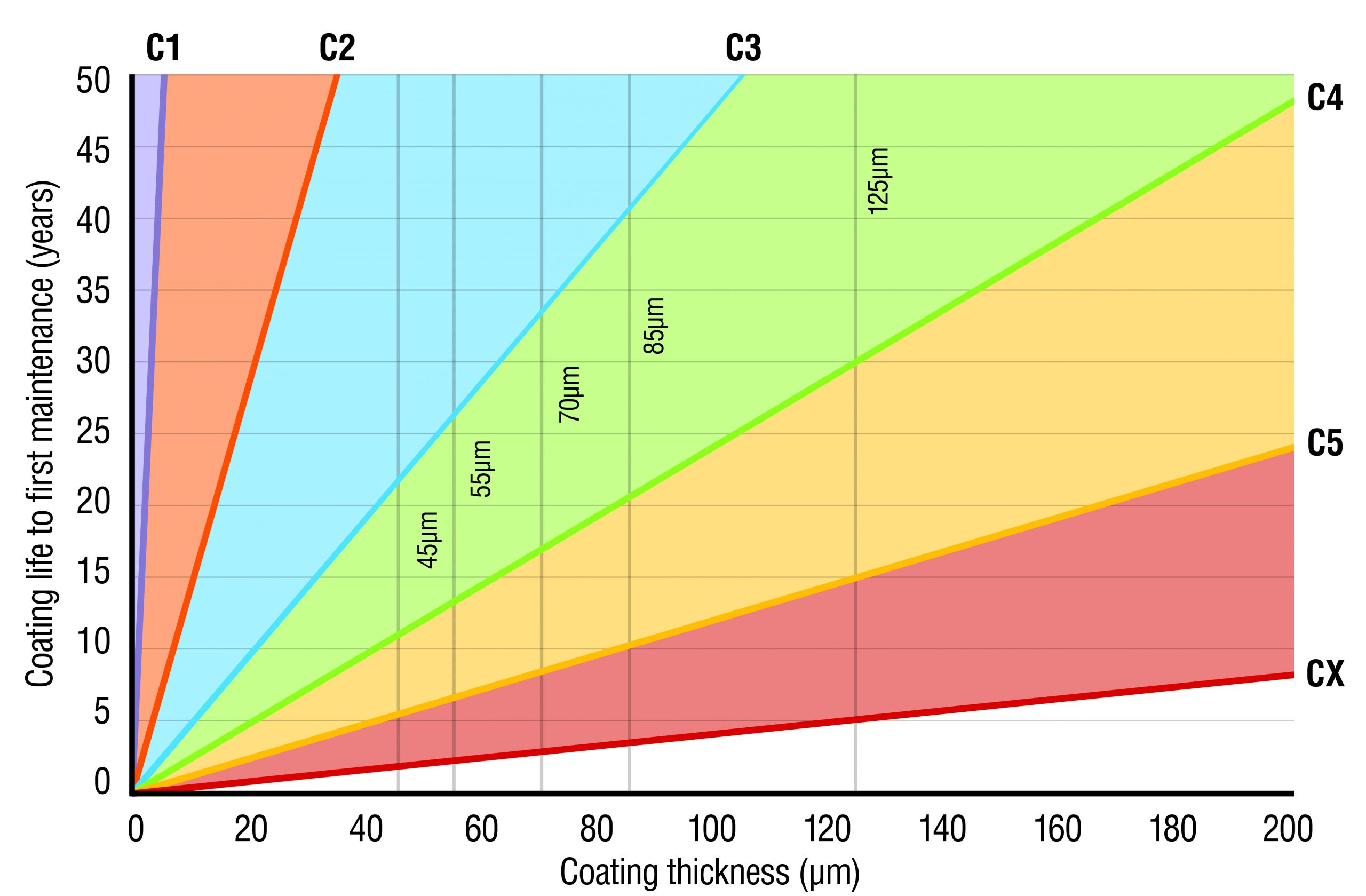
The estimated zinc corrosion rates can also be displayed graphically, allowing for simple calculations for Life to First Maintenance based on measured coating thicknesses.