Identification
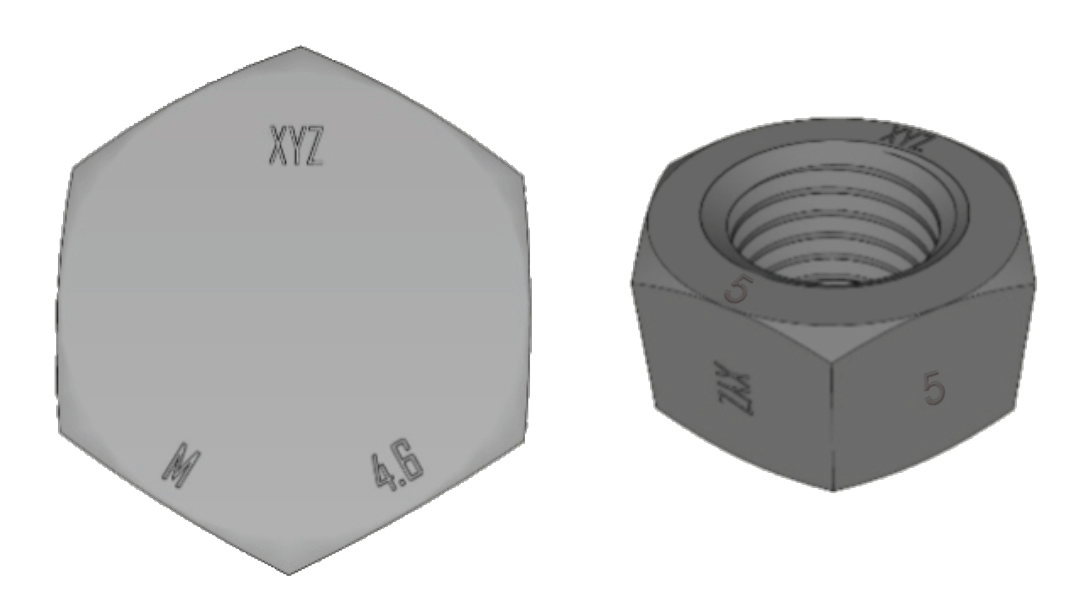
Galvanized high strength bolts to AS/NZS 1252.1 property class 8.8 can be identified by three radial lines on the bolt head, with the maker’s name and the property class symbol which can be located on either a side face or the top of the head.
Nuts to property class 8 for use with structural bolts can be identified by three circumferential lines on the face of the nut, the property class symbol, which is indented on an external face, and the manufacturer identification trademark on a similar face. Relative to nominal thread size, high strength structural bolt heads and nuts are visibly larger than commercial bolts and nuts.
Flat round washers for use with high strength structural bolts can be identified by three circumferential nibs.
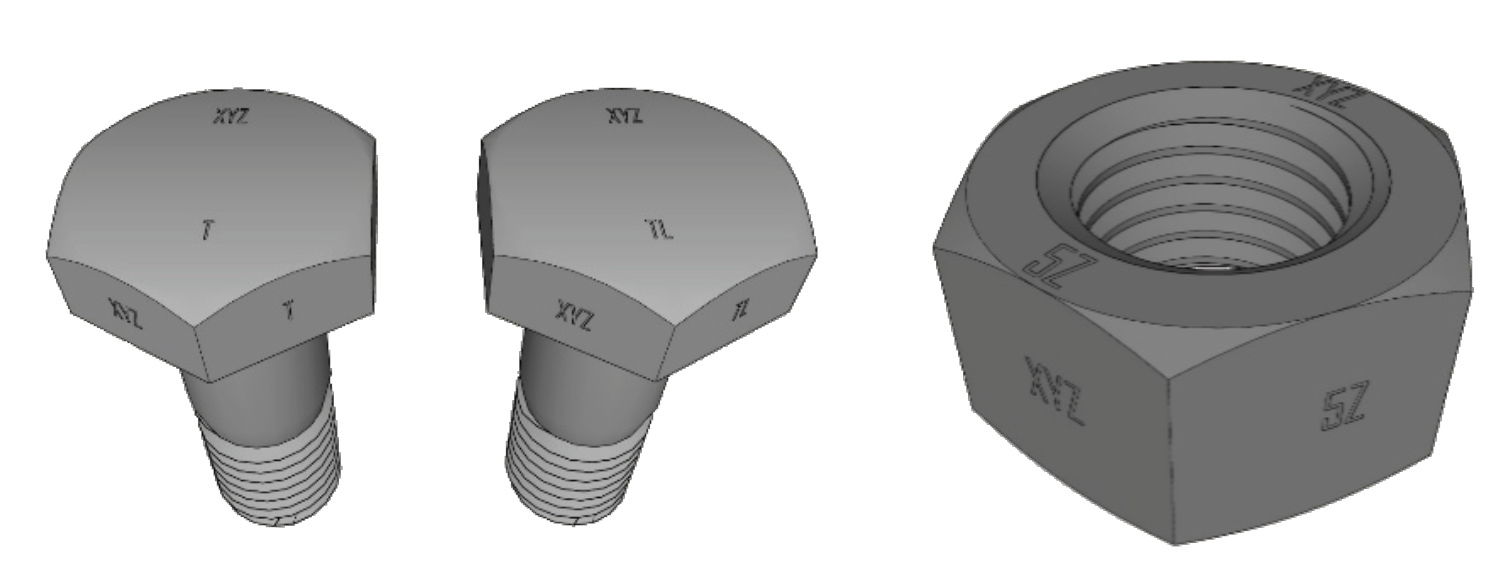
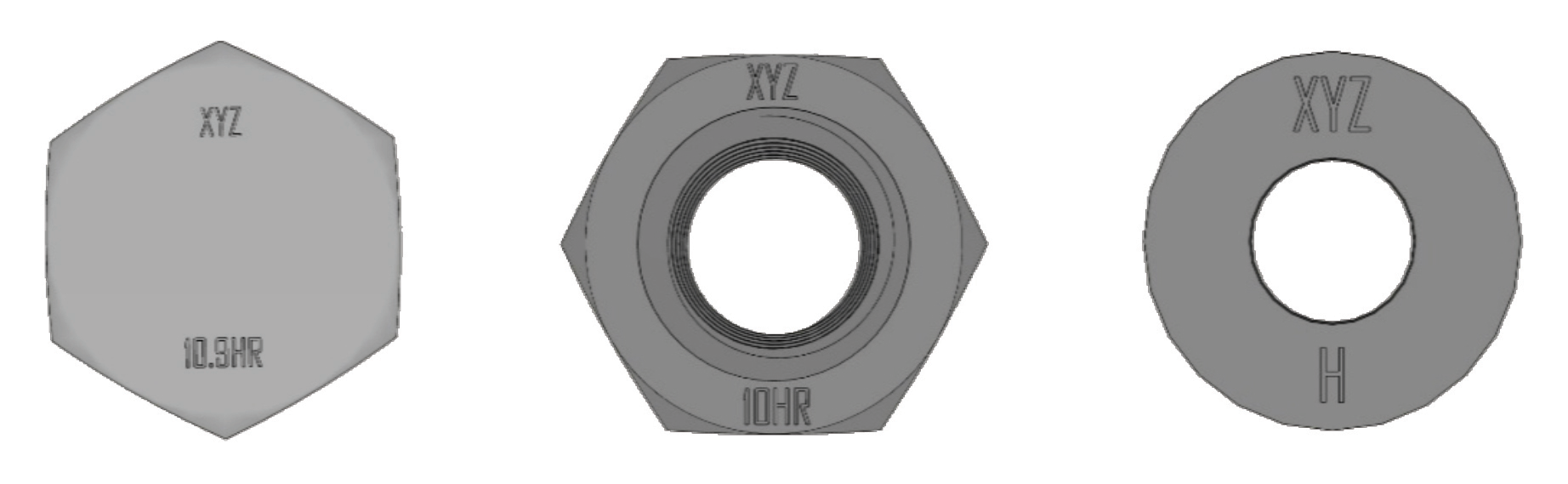
The alternative 8.8 HR bolts do not have the radial lines, but instead have the property class and HR marked on the head of the bolt.
Nuts are marked similarly to the bolt, while washers are plain round without the nibs, but are marked with the maker’s name and H symbol.
Property Class 10.9
High strength structural bolt assemblies for preloading that are manufactured in accordance with EN 14399-3, System HR, property class 10.9 are the only additional assembly type that is deemed to satisfy the requirements of AS/NZS 1252.1 and as such may be used where reference is made to property class 10.9 fasteners conforming to the Standard.
Currently there is limited use of higher grade 10.9 bolt assemblies in the Australian market, although the potential increase in structural capacity of connections from the use of property class 10.9 bolts instead of 8.8 bolts may see this increase over time.
High strength bolts assemblies to property class 10.9 come in sizes M12, M16, M20, M24, M30 and M36, although the most used sizes are M20 and M24.