Metallic zinc coatings for steel
There are a variety of zinc coatings used for corrosion protection, each having its own unique characteristics and performance.
Zinc coatings are applied to steel surfaces by hot dip galvanizing, electroplating, sherardizing, mechanical plating, painting with zinc-rich coatings and zinc thermal spraying (metallizing). Of these, the HDG process is by far the most widely used.
Following is a brief explanation of each type of zinc coating.
Batch hot dip galvanizing
Batch hot dip galvanizing is a process where prepared items are galvanized by immersing them in molten zinc. The surface of the work is completely covered, producing a uniform coating of zinc and zinc-iron alloy layers whose thickness is determined principally by the thickness of the steel being galvanized. This is an important advantage of the batch galvanizing process as a standard minimum coating thickness is applied automatically regardless of the operator.
The molten zinc in the galvanizing bath covers corners, welds, seals edges, and can penetrate recesses to give complete protection to areas which are potential corrosion spots with other coating systems. The galvanized coating is slightly thicker at corners and narrow edges, giving greatly increased protection compared to organic coatings which thin out in these critical areas. Complex shapes and open vessels may be galvanized inside and out in one operation.
Articles ranging in size from small fasteners to structures hundreds of metres high may be protected using modular design techniques. Large galvanizing baths, in conjunction with consideration of modular design or progressive dipping techniques (also known as “double dipping”) allow almost any structure to be galvanized, with greatly reduced maintenance costs and extended service life.
Small items can be dipped into the molten zinc in a container which is spun or centrifuged after withdrawal. This aids in removing excess zinc from threads and edges and provides a smooth, albeit thinner coating than other batch dipped items.
Continuous galvanizing or in-line galvanizing processes
Continuous galvanizing or in-line galvanizing processes are used to coat steel sheet, pipe, and wire in specially developed galvanizing lines. These processes are widely used and typically allow accurate control of coating thickness, ductility, and other characteristics of the zinc coating, producing a broad range of products to suit the varying requirements of subsequent fabrication and end usage.
These products should not be confused with batch hot dip galvanized articles. In-line galvanized articles always produce thinner coatings than batch hot dip galvanizing for the same steel thickness and therefore offer less corrosion protection when exposed to the same environment.
Continuous galvanized products can usually be further processed by bending or roll forming, for example as purlins and girts, without damaging the coating. In addition, welded hollow sections formed from pre-galvanized strip are in wide use. Welds, cut ends, cut edges, and drilled or punched holes may need repair to restore the corrosion protection, depending on the application and environment.
Thermal spray or metallizing
Thermal spray or metallizing is the process of spraying semi-molten zinc, other metals or their alloys onto fabricated items using wire or powder heated by a flame, electric arc or plasma heat source. The process produces a slightly porous coating relative to hot dip galvanizing and does not form an alloy with the base steel.
Zinc spraying has the advantage that zinc coatings up to 250 µm thick, equivalent to approximately 1600 g/m2 due to the lower density of the spayed coating, can be applied on any steel, by either manual or mechanized methods and the process can be carried in the factory or field. Thermal spray coatings adhere to the steel substrate through a mechanical bond. The steel surface must be prepared by abrasive blasting and the coating cannot normally extend very deeply into any internal cavities. In addition, it is more susceptible to mechanical damage and application can be restricted at sharp edges, tight corners, holes and when there is poor surface preparation. The resulting zinc coating provides both barrier and cathodic protection for the underlying steel in the same way as a galvanized coating.
In most cases thermal spraying is more expensive than batch hot dip galvanizing for the equivalent section, but these processes are complementary and can be used in tandem on large structures.
Electroplating
Electroplating is an economic, versatile, and effective method of applying a protective coating to small steel components. It is the most widely used method of applying metallic zinc coatings to small fasteners, particularly those with fine threads. However, fasteners used with batch hot dip galvanized articles should have comparable corrosion protection and composition to avoid bimetallic corrosion.
There is, in general, an economic upper limit to the zinc coating thickness which can be applied by electroplating, resulting in thinner coatings than other zinc application methods, and therefore electroplated zinc coatings are normally not used for outdoor exposure without supplementary coatings.
Sherardizing and thermal diffusion
Sherardizing involves heating steel articles in a closed rotating drum that also contains metallic zinc dust and usually an inert filler, such as sand to approximately 380°C. At temperatures above 300°C, zinc evaporates and diffuses into the steel substrate forming diffusion bonded Zn-Fe-phases. The similar thermal diffusion process usually operates with less filler and in a temperature range of 320°C to 500°C.
Sherardizing and thermal diffusion are most effective for small articles – typically those with fine threads, although the article size is limited only by the rotating drum size. The process also precludes hydrogen embrittlement, and it can therefore be used safely for very high strength steels above 1000 MPa. Coating thickness can vary from 20 to 120µm, although items are most commonly coated in the 20 to 50µm range. The coating thickness is typically dependent on the time in the rotating drum and zinc availability, not on the steel thickness.
Mechanical plating
Mechanical plating or peen plating is an ‘electroless’ plating method used to deposit coatings of ductile metals onto metal substrates using mechanical energy and heat. It is used to plate zinc onto steel parts, particularly threaded components, and close tolerance items. The coating thickness is similar to electroplated items, although it is possible to create thicker coatings, sometimes comparable with spun galvanized coatings. It is often used for self-drilling screws used to fasten metal roofing and join roll-formed sections in housing. As with electroplated coatings, care should be taken to ensure bimetallic corrosion is avoided through the use of compatible materials or suitable isolation techniques.
Zinc rich paint
Zinc rich paint coatings consist of metallic zinc dust in organic or inorganic vehicle/binders. Surface preparation by abrasive blast cleaning or by using power tools to expose bare steel with a profile is necessary, and coatings may be applied by brush or spray. Zinc rich coatings are barrier coatings which also provide cathodic protection to small, exposed areas of steel, provided the steel surface is properly prepared and the paint conforms to the relevant Standard, e.g., AS/NZS 3750.9 or AS/NZS 3750.15. Suitable zinc rich paint coatings also provide a useful repair coating for damaged or worn galvanized coatings.
These products have the advantage over hot dip galvanizing in that they can be applied in the field and to any sized article. Some products can be applied with thicker coats or otherwise top coated to provide extra protection. The disadvantages of these products are susceptibility to transport and field damage, curing times, and cost for equivalent corrosion protection (usually as part of a system).
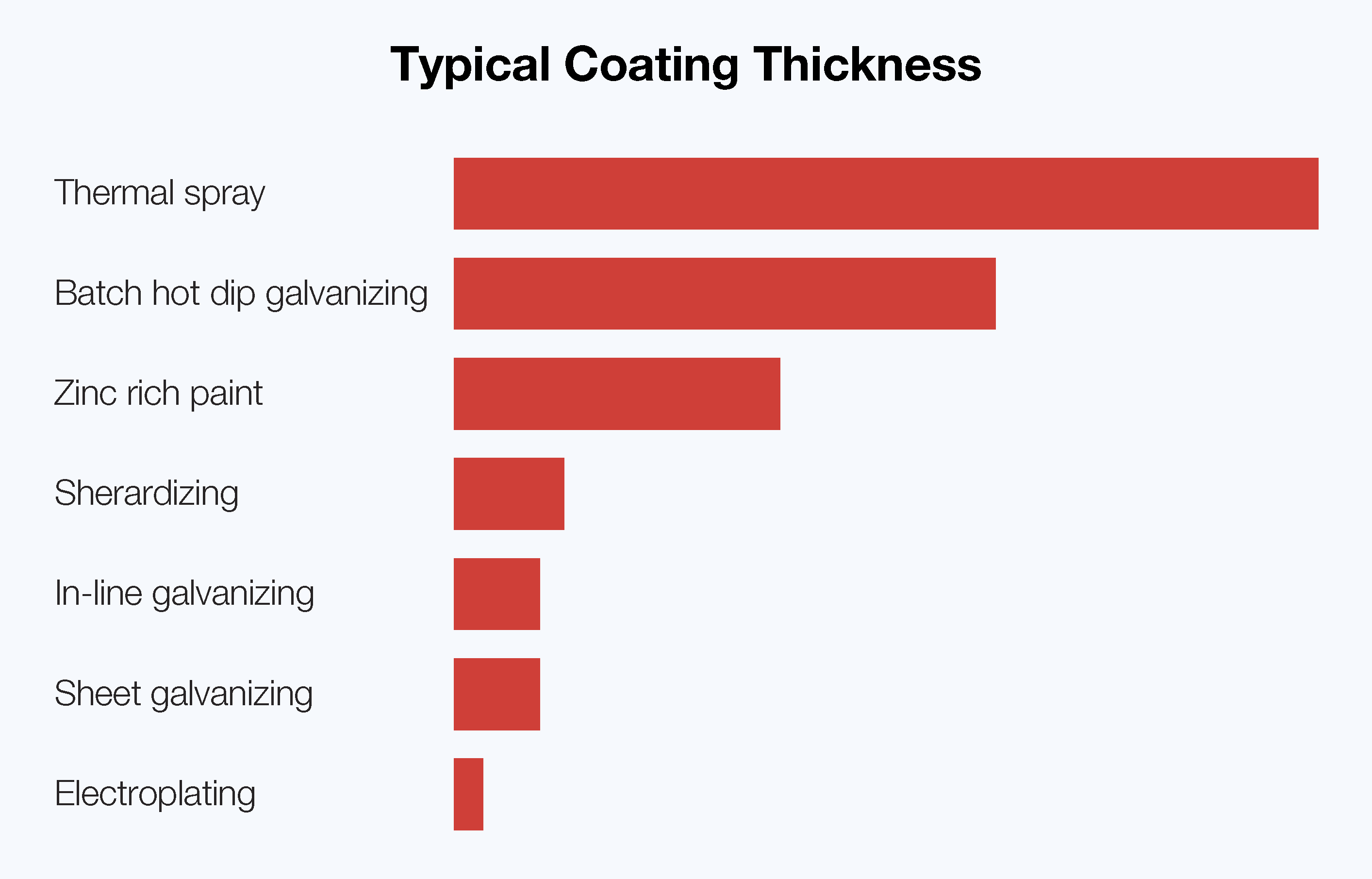
Comparative properties of selected coatings
The following tables provide a useful assessment of the properties and characteristics of various coatings for steel in a range of applications and environments.
Table 1