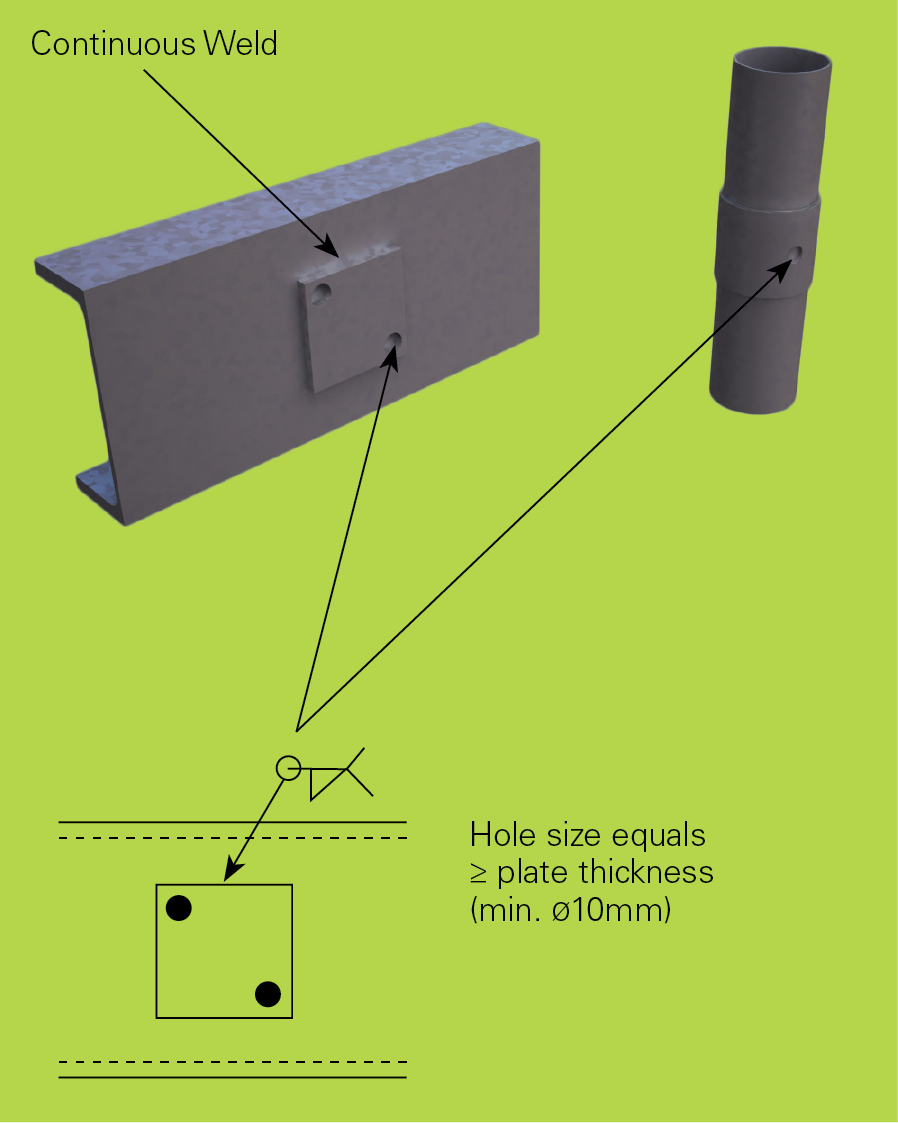
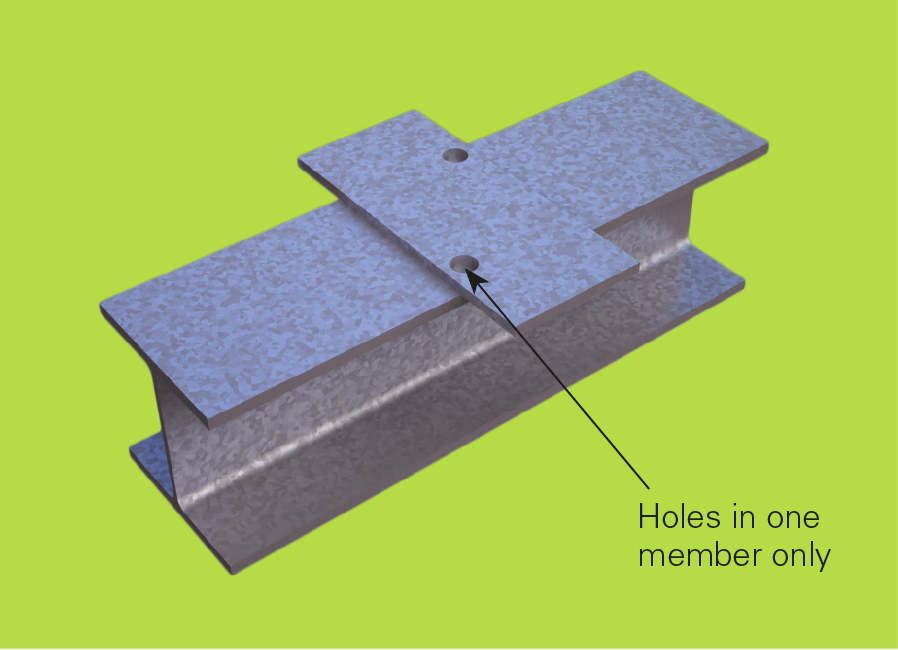
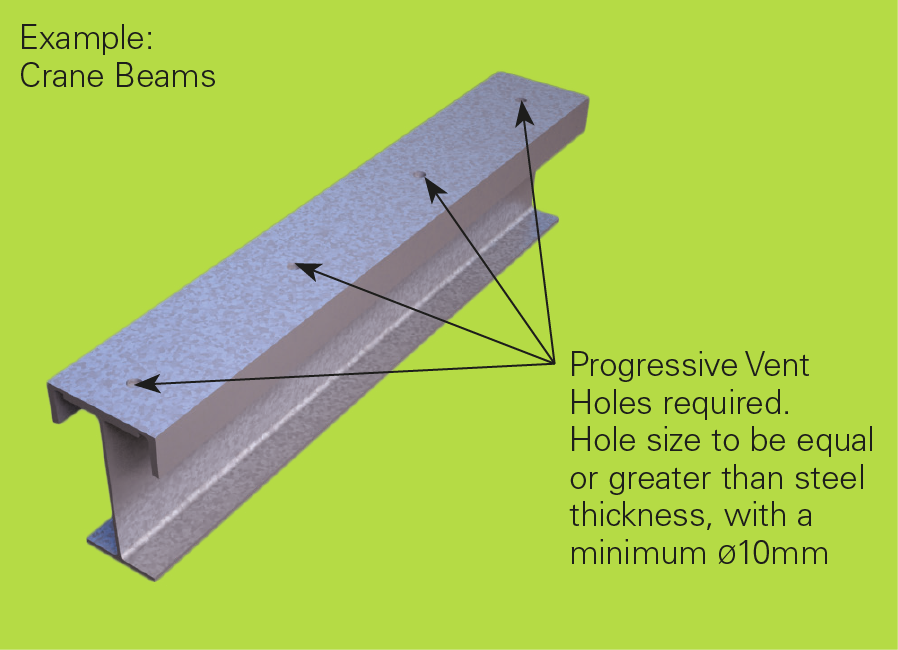
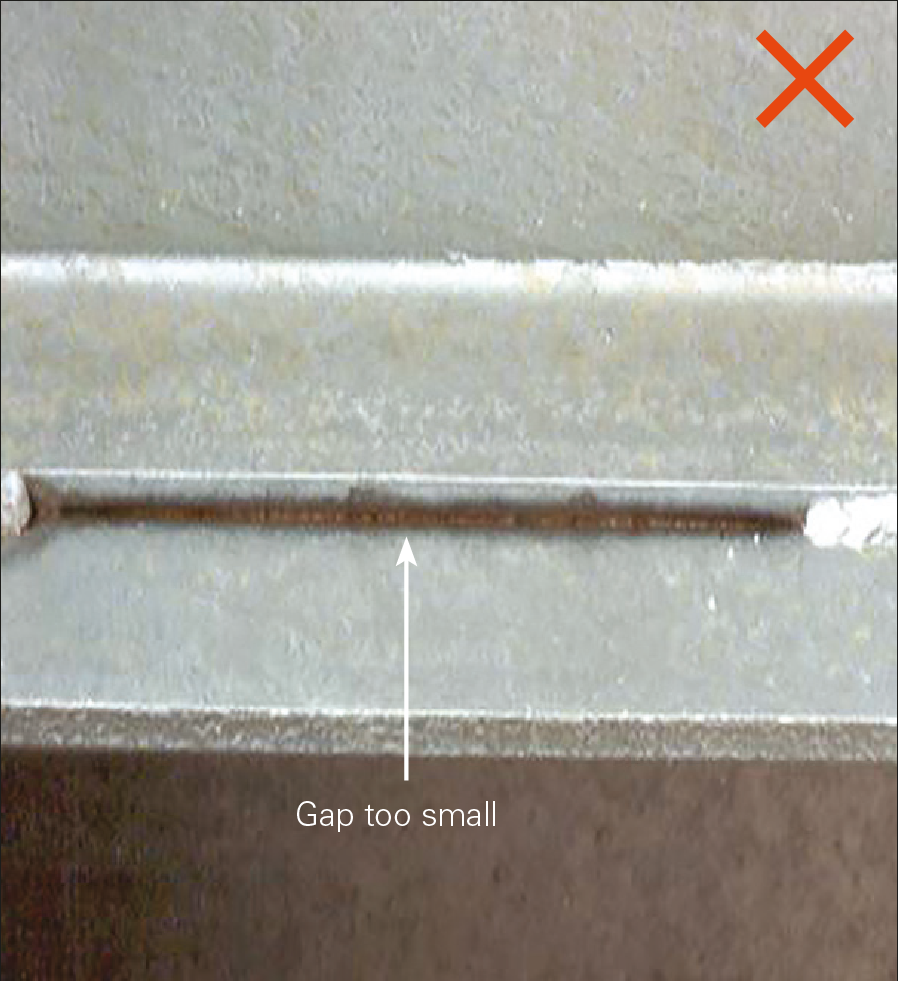
Spacings less than 2.5 mm will restrict the flow of pre-treatment fluids and prevent the effective flow of zinc into and out of the crevice, resulting in uncoated areas. For this reason, spacings between overlapped surfaces less than 2.5 mm should be designed with fully sealed welds when the overlap is small, or with vented overlaps as per Table 1 and Figure DN23.
![]()


