Specifying a galvanized coating for reinforcing steel
In most cases there is no need to provide a unique specification for hot dip galvanized reinforcing steel and simply specifying that the reinforcing steel is to be coated to AS/NZS 4680 is satisfactory.
- AS/NZS 4680 specifies the galvanized coating thickness for steel thicker than 6 mm to be 85 µm minimum average (600 g/m2).
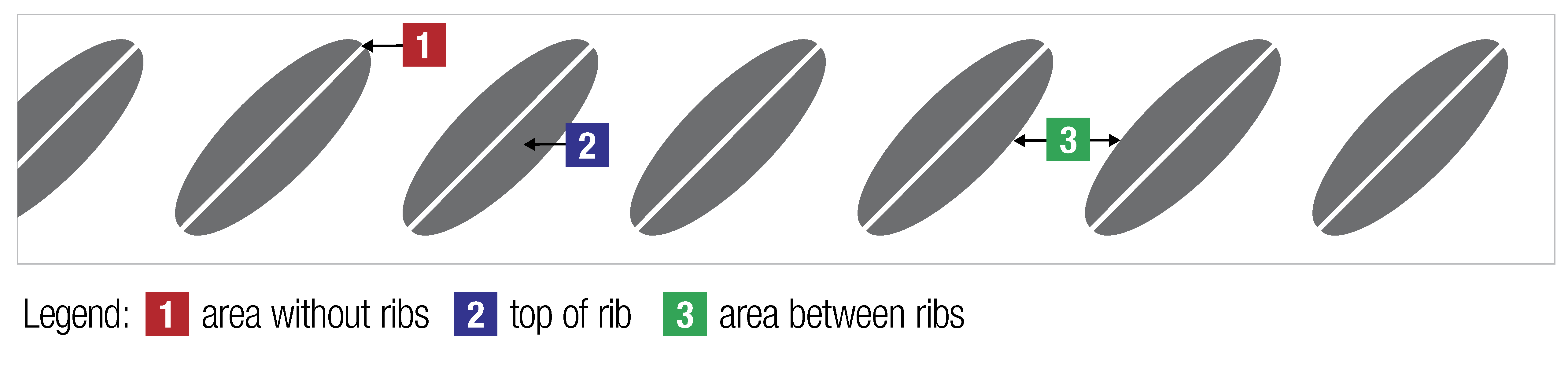
- Coating thickness measurements should be carried out as described in AS/NZS 4680 except the measurement points should be distributed in practically equal numbers for each of the areas shown below.
- Reinforcing steel which is to be galvanized should be processed in a manner that allows individual batch or bundle identification to be maintained, as this is a requirement of AS/NZS 4671.
- Reinforcing steel that sticks together after galvanizing should be rejected and the presence of tears or sharp spikes, which make the reinforcing steel hazardous to handle, should also be cause for rejection.
Post-treatments, such as passivation applied immediately after galvanizing, can prevent or reduce the formation of wet storage stain. Extensive testing has shown the passivation treatment does not affect the long-term bond strength and specification of this treatment is not required. Similarly, wet storage stain is not a concern if the coating thickness is not reduced below the specified minimum.

Galvanizing the different types of reinforcing steel
AS 3600 allows for reinforcing steel to be hot dip galvanized, provided the coating does not reduce the properties below that assumed in the design. Extensive testing has confirmed that hot dip galvanizing does not adversely affect the tensile mechanical properties of conventional (250N) and higher strength reinforcing steels (500N) providing such steels have not been excessively cold worked prior to galvanizing (e.g. by bending and re-bending).
The microstructure and the mechanical properties of steels are primarily controlled by the temperatures to which they are heated during processing and the subsequent rate of cooling to ambient temperature.
Cold working (i.e. rolling, forming or twisting) also significantly alters both the microstructure of steel and its mechanical properties. Generally, steels must be heated for an extended period above approximately 650°C for there to be any significant effect on either the microstructure or the mechanical properties of the steel concerned. In hot dip galvanizing, the maximum temperature reached in the zinc bath is about 455°C.
This temperature is not sufficiently high to cause any noticeable heat treatment effect in structural steels and exhaustive testing of all types of reinforcing steel has consistently shown this to be the case. Reinforcing steel that has been cold worked (e.g. by twisting or bending) might soften very slightly during hot dipping but this has not been identified as being of any concern.
Hydrogen Embrittlement is a phenomenon caused by the presence of hydrogen atoms within the steel causing normally ductile steels to become brittle. During the galvanizing process, hydrogen may be absorbed into the steel during pickling but is subsequently expelled rapidly at galvanizing temperatures. Hydrogen embrittlement is only a concern for high strength steels (well) in excess of 1,000 MPa and a range of high tensile steels with yield strengths approaching 1,000 MPa are regularly galvanized without any significant effect on their properties.
AS/NZS 4671 allows for the reissuing of a test report or certificate for reinforcing steel if the geometrical and mechanical properties of the reinforcing steel which are shown on the report or certificate are not altered. This allowance applies to straight reinforcing steel or mesh. As a general guide, if there is any concern about the effect of galvanizing on the properties of the steel concerned a simple retest of the steel after galvanizing may be appropriate.
The table below outlines the considerations required when galvanizing the various types of reinforcing steel.
Types of Steel | Considerations for Galvanizing |
Low strength grades 250N | No effect on mechanical properties provided the reinforcing steel has not been excessively cold worked during fabrication. |
High strength grades 500N | Superior mechanical properties are retained after hot-dip galvanizing Testing actually shows a slight improvement in yield and ultimate stress, and also ductility. |