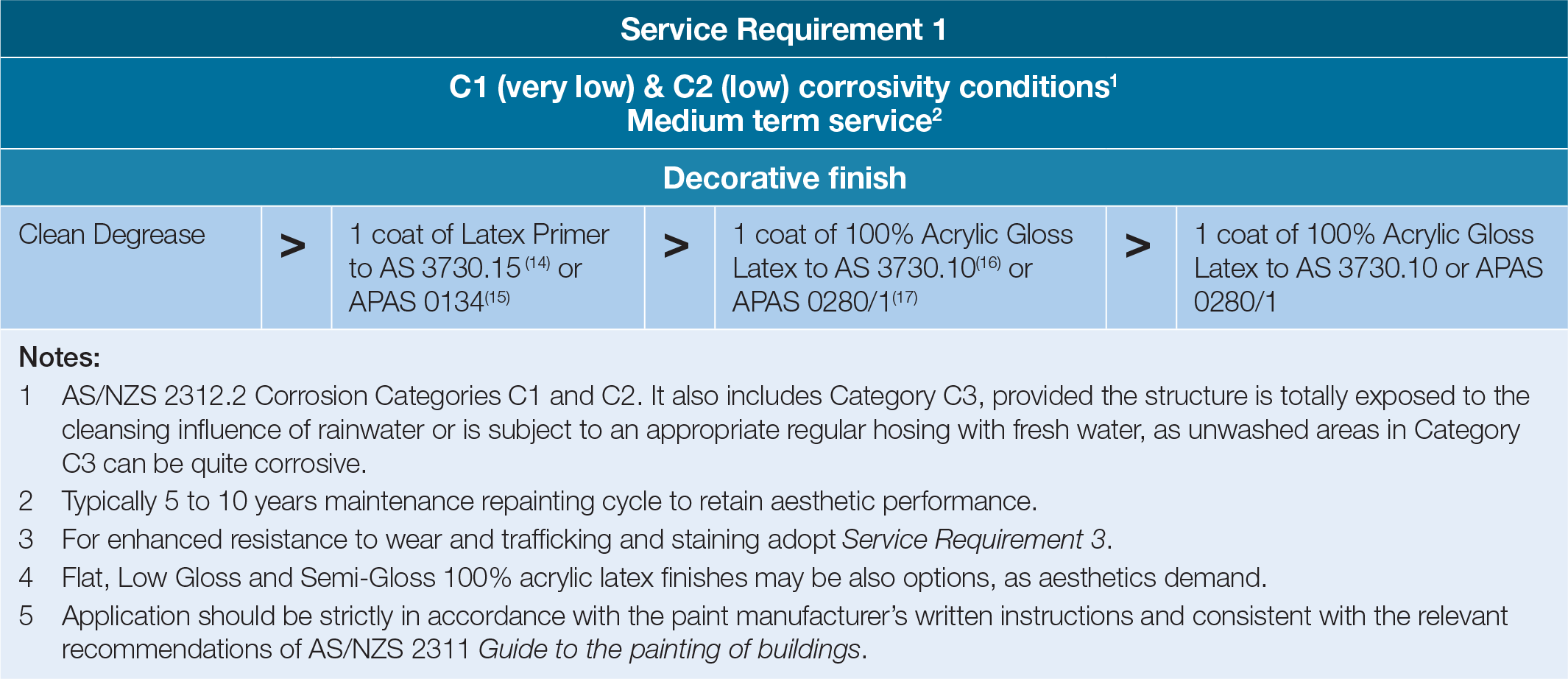
1 | Low corrosivity conditions & medium term service |
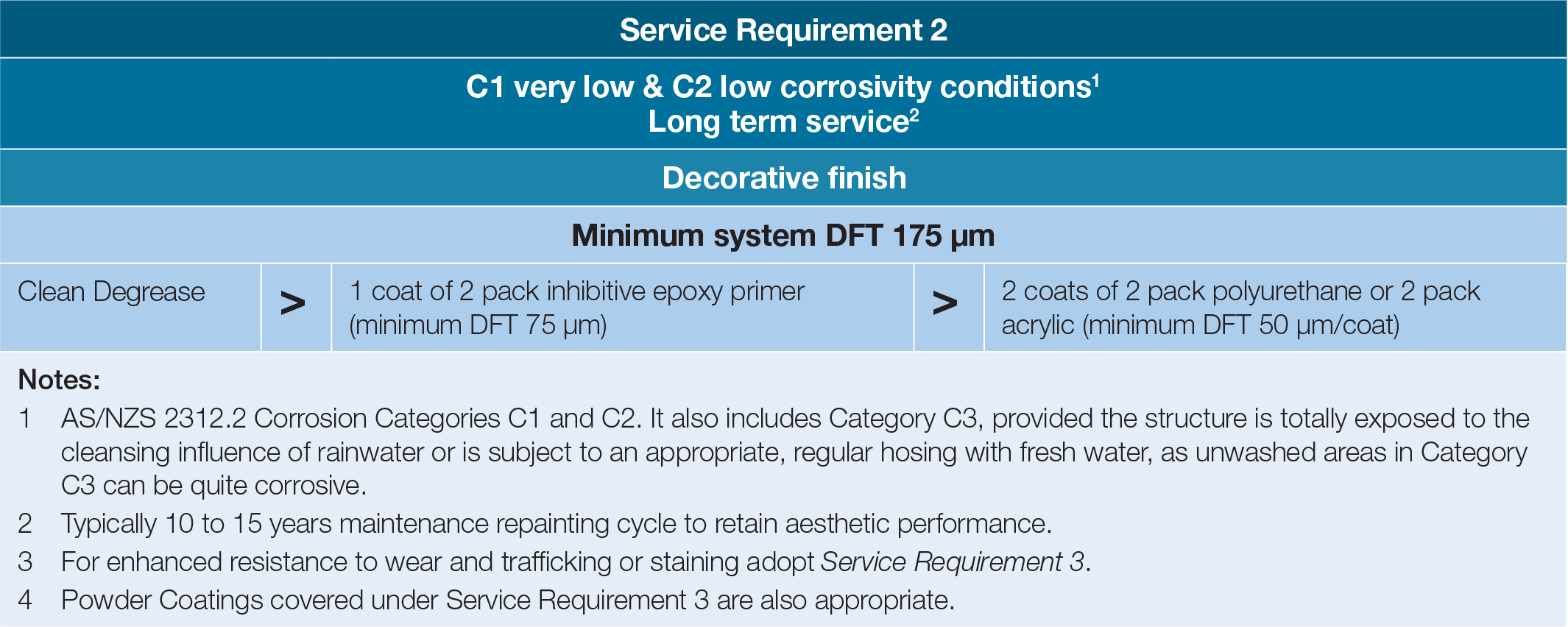
2 | Low corrosivity conditions and high resistance to wear and trafficking/long term service. |
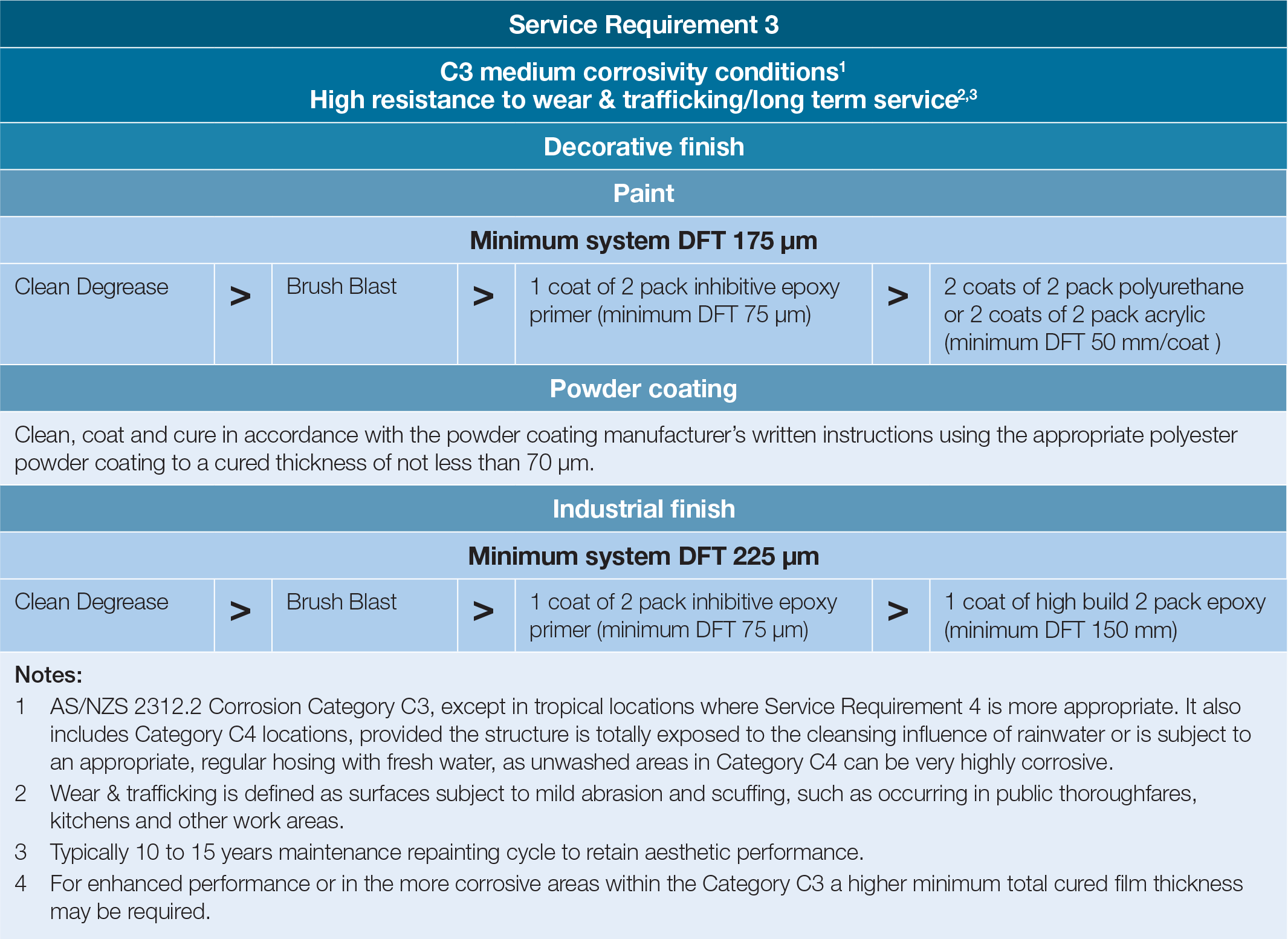
3 | Medium corrosivity conditions and high resistance to wear and trafficking/long term service. |
4 | High corrosivity conditions and high resistance to wear and trafficking/long term service. |
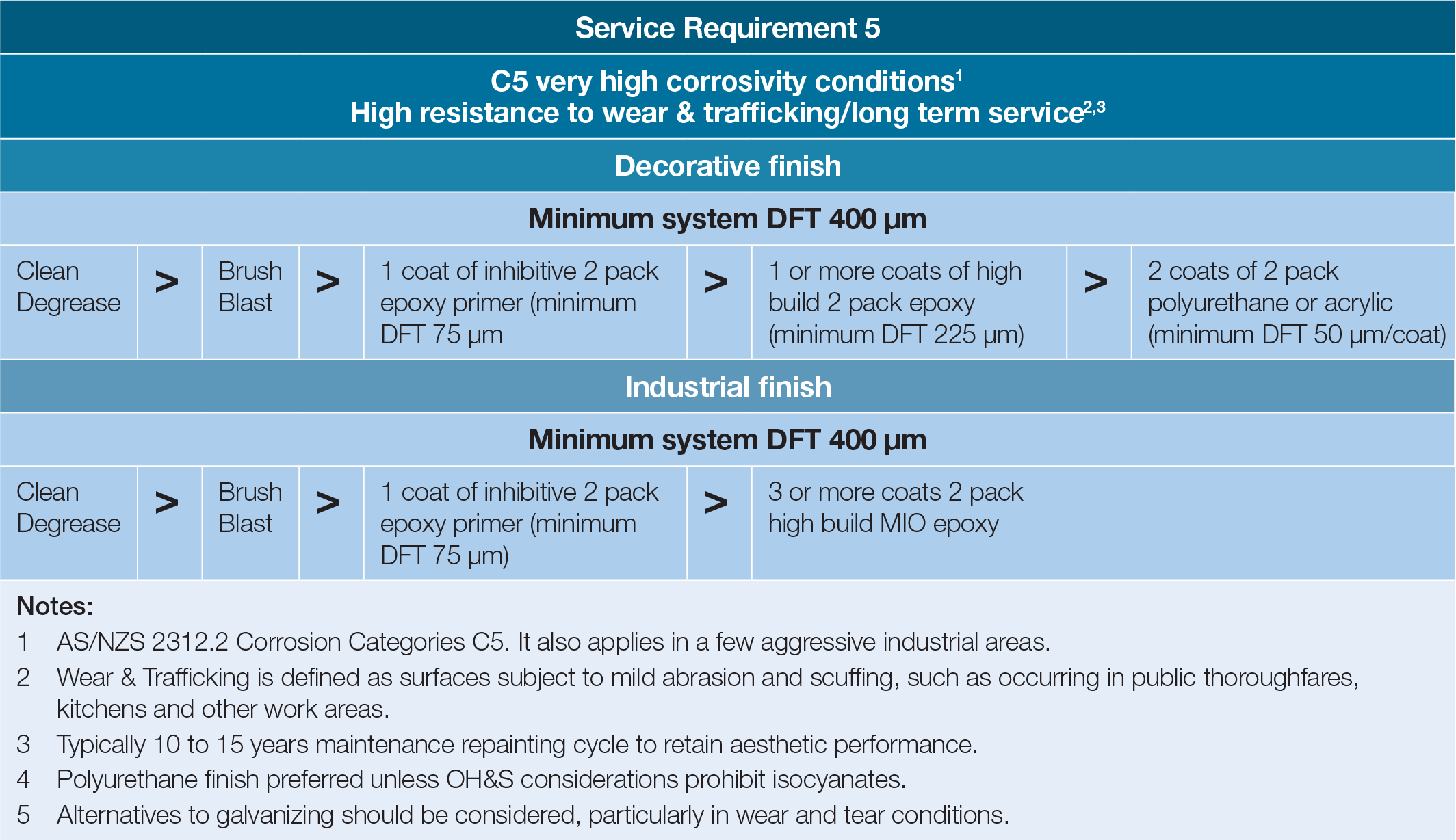
5 | Very high corrosivity conditions and high resistance to wear and trafficking/long term service. |
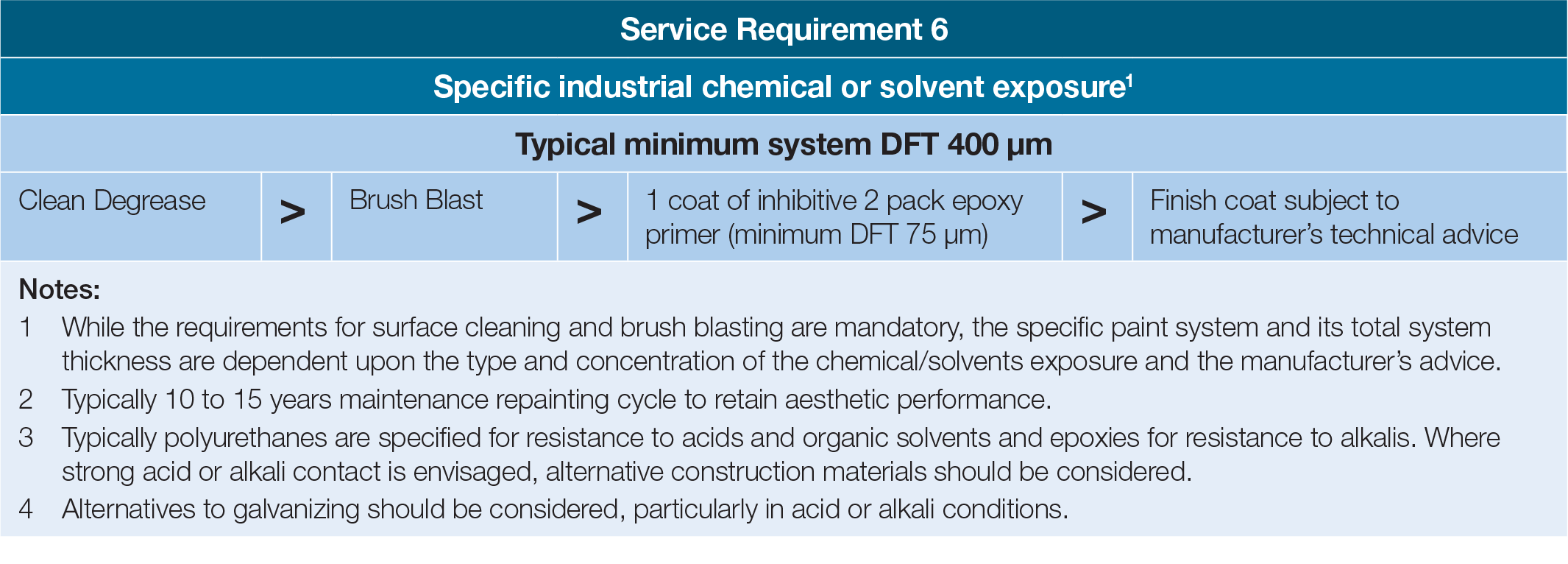
6 | Specific industrial chemical or solvent exposure. |